2026-05-28
2026-05-28 Tolerancer målt i tusindedele af en tomme. Det er verden af præcisions CNC-bearbejdningsdele — komponenter fremstillet af computerstyrede værktøjsmaskiner, der fjerner materiale fra et fast emne for at opnå nøjagtige dimensioner, overfladefinish og geometriske egenskaber. I modsætning til bearbejdede dele til almindelige formål holdes præcisions-CNC-komponenter til snævre tolerancer, ofte inden for ±0,001 tommer (±0,025 mm) eller tættere, afhængigt af anvendelsen.
Kernen i processen er automatisering. En CAD-model er oversat til G-kode instruktioner, der dirigerer aksebevægelser, spindelhastigheder, tilspændingshastigheder og skæredybde uden plads til manuel fortolkning. Hver gang af skæreværktøjet følger en defineret bane, hvorfor to dele, der produceres med en uges mellemrum på den samme maskine, er dimensionsmæssigt identiske. Denne repeterbarhed er det, der gør CNC-præcisionskomponenter uundværlige i rumfart, medicinsk udstyr, robotteknologi, bilindustrien og elektronikfremstilling.
Det, der adskiller en "præcisions"-del fra en standardbearbejdet del, er ikke kun strammere tal på en tegning - det er hele produktionsmiljøet: temperaturkontrollerede maskinrum, stift afbalanceret værktøj, flerpunktsinspektionsprotokoller og materialecertificeringer fra råbeholdningen og opefter. Når en del spiller en strukturel eller funktionel rolle i en større samling, er præcisions-CNC-bearbejdning næsten altid det rigtige valg.
Forskellige skæreoperationer tjener forskellige geometrier, og de fleste komplekse præcisionsdele kræver en kombination af processer. At forstå, hvilken operation der producerer hvilken funktion, hjælper ingeniører med at skrive bedre tegninger og hjælper købere med at stille smartere spørgsmål, når de køber dele.
Fræsning bruger roterende flerpunktsskæreværktøjer til at fjerne materiale på tværs af flade eller konturformede overflader, slidser, lommer og huller. 3-akset fræsning håndterer størstedelen af prismatiske dele, mens 4-aksede og 5-aksede fræsemaskiner kan vippe emnet eller spindlen for at nå underskæringer og komplekse buede geometrier i en enkelt opsætning - hvilket reducerer fikseringsfejl, der akkumuleres, når en del skal omplaceres flere gange.
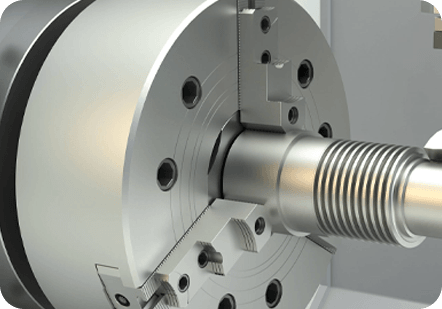
Drejning roterer emnet mod et stationært skærende værktøj, hvilket gør det til den første proces for cylindriske dele: aksler, bøsninger, gevindbefæstelser, dyser og fittings. Moderne CNC-drejecentre inkluderer ofte strømførende værktøj - fræse- og boretilbehør - så krydshuller, flade og kilespor kan tilføjes i samme operation uden at flytte delen til en mølle.
Drejebænke af schweizisk type fører lange, slanke stangstykker gennem en styrebøsning placeret meget tæt på skærezonen. Fordi materialet er understøttet lige ved snittet, opnår disse maskiner enestående rundhed og overfladefinish på dele med lille diameter - tænk på medicinske stifter, tandimplantater, urkomponenter og miniature ventilstammer. Diametre under 32 mm er det typiske sweet spot.
EDM eroderer materiale ved hjælp af kontrollerede elektriske gnister i stedet for mekanisk skæring. Wire EDM skærer komplekse 2D-profiler gennem hærdet stål med praktisk talt ingen skærekræfter, hvilket gør den ideel til formhulrum, punch-and-die-sæt og rumfartsturbinefunktioner, der ville afbøje under konventionelt værktøj. Det er langsommere end fræsning, men når tolerancer på ±0,0001 tommer i hårde materialer.
Når en del har brug for en flad overflade med encifret Ra overfladeruhed eller sub-mikron dimensionel nøjagtighed, tager overfladeslibning over fra fræsning. En roterende slibeskive fjerner mikromængder af materiale i passager målt i tusindedele af en millimeter. Hærdede værktøjsstålkomponenter og præcisionsmålerblokke er typiske kandidater.
Materialevalg påvirker bearbejdelighed, endelig toleranceevne, overfladefinishkvalitet og delens ydeevne. Det rigtige materiale til en præcisionsbearbejdet komponent afhænger af mekaniske krav, driftsmiljø, vægtmål og behov for efterbehandling.
| Material | Typiske applikationer | Styrker | Overvejelser |
|---|---|---|---|
| Aluminium 6061-T6 / 7075-T6 | Luftfartsbeslag, huse, optiske beslag | Fremragende bearbejdelighed, let, god varmeledningsevne | Lavere hårdhed end stål; overfladebehandling ofte påkrævet |
| Rustfrit stål 303 / 316 | Medicinske instrumenter, dele til fødevareforarbejdning, marinearmaturer | Korrosionsbestandighed, biokompatibilitet | Arbejdshærder under skæring; kræver skarpere værktøj |
| Titanium Grade 5 (Ti-6Al-4V) | Luftfartsbefæstelser, ortopædiske implantater | Højt styrke-til-vægt-forhold, fremragende biokompatibilitet | Dårlig varmeledningsevne forårsager slid på værktøjet; langsomme skærehastigheder er nødvendige |
| Messing (C360) | Ventilhuse, fittings, elektriske stik | Fremragende bearbejdelighed, lav friktion, korrosionsbestandig | Ikke egnet til høje temperaturer eller højstyrke strukturelle roller |
| KIG | Halvlederhåndteringsudstyr, medicinsk udstyr | Kemisk resistens, fremragende mekaniske egenskaber ved høje temperaturer | Høje materialeomkostninger; kræver omhyggelig spånevakuering |
| Kulstofstål 4140 | Aksler, tandhjul, værktøjsarmaturer | Høj styrke, god bearbejdelighed før hærdning | Modtagelig over for korrosion; kræver ofte belægning |
Proff tip ved bestilling: anmod altid om et materialecertifikat (også kaldet et møllecertifikat eller overensstemmelsescertifikat) med dine dele. Dette dokument bekræfter, at råmaterialet opfylder den specificerede legeringssammensætning og mekaniske egenskaber - et ikke-omsætteligt krav for luftfarts-, medicinske og forsvarsforsyningskæder.
Præcisionsbearbejdede dele dukker op, hvor fejl ikke er en mulighed, eller hvor samlingsafstande måles i mikron. Følgende industrier repræsenterer de største og mest krævende brugere af CNC-præcisionskomponenter.
Turbineblade, aktuatorhuse, komponenter til landingsstel og strukturelle beslag kræver alle snævre geometriske tolerancer og fuld materialesporbarhed. Luftfarts-CNC-dele er typisk bearbejdet af aluminiumslegeringer, titanium og højtemperatur-nikkellegeringer. AS9100 kvalitetsstyringscertificering er basiskravet for leverandører i denne sektor.
Kirurgiske instrumenter, ortopædiske implantater og huse til diagnostisk udstyr skal opfylde ISO 13485 kvalitetsstandarder og, for implanterbare enheder, fulde biokompatibilitetskrav. Medicinske CNC-præcisionsdele er ofte lavet af 316L rustfrit stål eller titanium Grade 5, og de kræver renrumshåndtering, gratfrie kanter og sporbarhed tilbage til råvarenumre.
Motorkomponenter, transmissionsdele, affjedringsled og bremsesystemkomponenter afhænger af præcisions-CNC-bearbejdning for at opnå ensartede dimensioner på tværs af store produktionsvolumener. I motorsportsapplikationer skubber vægtreduktion materialer mod aluminium og titanium, mens tolerancer på lejeboringer og ventilsæder holdes på ±0,005 mm eller bedre.
Robotter til håndtering af halvlederwafere, PCB-testarmaturer og kølepladesamlinger kræver ikke-magnetiske, formstabile præcisionskomponenter. Aluminium og PEEK er meget brugt her. Fladhed og parallelitetstolerancer på parrende overflader er ofte specificeret i det encifrede mikronområde for at sikre korrekt termisk kontakt eller elektrisk isolation.
Robotforbindelser, servomotorhuse, lineære bevægelsesvogne og sluteffektorkomponenter er præcisionsbearbejdet for at opretholde positionsnøjagtighed over millioner af cyklusser. Ethvert dimensionelt fald i en bearbejdet samling omsættes direkte til positionsfejl ved værktøjsspidsen, hvorfor præcisions-CNC-komponenter er grundlaget for ydeevnen af moderne industrirobotter.

Valg af leverandør til præcisions CNC-bearbejdningsdele er en kvalitetsbeslutning lige så meget som en prisbeslutning. Et lavt tilbud fra en butik, der ikke har udstyr eller kvalitetssystemer til at holde dine tolerancer, vil koste mere i afviste dele, forsinkelser og ressourcer end et lidt højere tilbud fra en dygtig partner. Her er hvad du skal se på:
Det største håndtag på prisen på præcisions-CNC-bearbejdede dele er selve tegningen. Ingeniører, der forstår bearbejdningsbegrænsninger, kan designe dele, der er hurtigere at producere, nemmere at inspicere og mindre tilbøjelige til at generere skrot - uden at give afkald på nogen funktionel ydeevne.
En af de mest almindelige omkostningsfaktorer i præcisionsdele er overtolerance. Hvis en tolerance på ±0,050 mm er funktionelt tilstrækkelig, fordobler eller tredobler bearbejdningstiden bearbejdningstiden ved at kalde ±0,005 mm og udløser yderligere inspektionstrin. Reserver snævre tolerancer for funktioner, der faktisk passer sammen med andre komponenter, bærer belastninger eller skaber tætningsflader. Alt andet bør bære den løseste tolerance, der stadig virker.
Dybe lommer med små gulvradier kræver endefræsere med lille diameter, som er skrøbelige, langsomme og dyre i drift. En lomme, der er 50 mm dyb med en hjørneradius på 1 mm, kan koste fem gange mere at bearbejde end den samme lomme med en hjørneradius på 3 mm. Når det er muligt, skal du designe indvendige radier, så de matcher standardværktøjsdiametre og begrænse dybde-til-bredde-forhold til ikke mere end 4:1.
Hver gang en del afspændes og omplaceres, er der risiko for akkumulerede positionsfejl. Hvis en del kan bearbejdes fuldt ud i en eller to opsætninger i stedet for fire, vil den være mere nøjagtig, hurtigere at producere og billigere. Tænk på, hvordan delen vil blive fastgjort, når du lægger funktioner ud på flere ansigter.
Ikke-standard gevindformer og ulige huldiametre kræver specialværktøj, som maskinmestre måske ikke har på lager. Standardisering til almindelige metriske eller ensartede gevindstørrelser (M3, M4, M6 eller #4-40, #6-32, 1/4-20) holder værktøjsomkostningerne lave og leveringstiderne korte. Den samme logik gælder for rømmede huller - ved at angive en standard rømmediameter som 6H7 eller 8H7 undgås brugerdefinerede værktøjsordrer.
Råbearbejdet aluminium oxiderer. Stål ruster. Selv rustfrit stål kan korrodere i aggressive miljøer. Efterbehandling er, hvor et bearbejdet emne bliver en produktionsklar del, hvilket tilføjer korrosionsbestandighed, slidstyrke, hårdhed eller kosmetisk finish.
En præcisionsbearbejdet del er kun så god som målingen, der bekræfter, at den er inden for tolerancen. Kvalitetskontrol i et seriøst CNC-præcisionsværksted er ikke en endelig port ved produktionens afslutning – den er vævet ind i hvert trin.
Igangværende inspektion bruger sonderingssystemer på selve værktøjsmaskinen til at måle kritiske egenskaber midt i cyklussen og automatisk kompensere for værktøjsslid. Dette fanger afdrift, før det producerer et parti af dele uden for tolerance. Inspektion uden for maskinen bruger CMM'er (koordinatmålemaskiner) til at verificere kompleks 3D-geometri i forhold til den originale CAD-model, hvilket producerer en formel inspektionsrapport med faktiske vs. nominelle dimensioner for hver kritisk funktion.
For regulerede forsyningskæder inkluderer en fuld kvalitetspakke typisk: dimensionsinspektionsrapporter, materialecertifikater, finishinspektion (overfladeruhedsmålinger, visuel inspektion for grater) og et overensstemmelsescertifikat underskrevet af en kvalitetsingeniør. Nogle kontrakter kræver også data om statistisk proceskontrol (SPC), der viser, at produktionsprocessen er stabil over hele kørslen - ikke kun at en håndfuld prøvedele var inden for tolerancen.
Fenglan er Producent af elektriske præcisionsdele i Kina, Producenter af præcisionsdele til biler og Leverandører af industrielle præcisionsdele. Din pålidelige partner inden for fremstilling af dele og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatliv
Privatliv



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17