2026-06-01
2026-06-01 CNC bearbejdede metaldele er rygraden i præcisionsfremstilling på tværs af stort set enhver industri - fra rumfartsturbineskiver og medicinske implantater til hydrauliske ventilhuse og forbrugerelektronikkabinetter. Computer numerisk kontrol (CNC) bearbejdning fjerner materiale fra et solidt metal emne ved hjælp af præcist kontrollerede skæreværktøjer, der producerer dele med dimensionsnøjagtighed, overfladefinishkvalitet og repeterbarhed, som ingen anden fremstillingsproces konsekvent matcher. Uanset om du designer brugerdefinerede CNC-metalkomponenter for første gang eller optimerer et eksisterende produktionsprogram, vil forståelsen af, hvordan materialevalg, designvalg, tolerancer og overfladefinish interagerer, afgøre, om de færdige dele fungerer efter hensigten, og om omkostningerne ved at producere dem er konkurrencedygtige. Denne vejledning dækker alle disse dimensioner i praktiske, anvendelsesfokuserede detaljer.
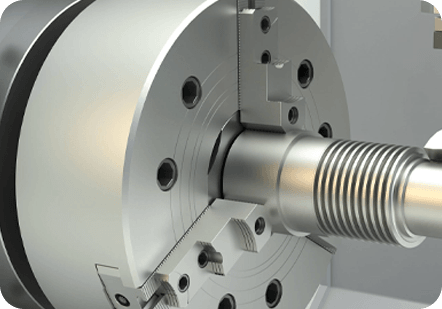
CNC-bearbejdning omfatter flere forskellige materialefjernelsesprocesser - fræsning, drejning, boring, boring, anboring og slibning - alt styret af numeriske programmer, der oversætter 3D CAD-geometri til præcise værktøjsbaner udført af servodrevne maskinakser. Den definerende egenskab, der adskiller CNC-bearbejdede metaldele fra støbegods, smedegods eller additive fremstillingsdele, er, at materialet er trukket fra fra et massivt emne, stang eller næsten-net-form emne for at producere den endelige geometri. Processen starter med en råvareform, der er større end den færdige del, og skærende værktøjer fjerner alt, der ikke er delen.
CNC-fræsemaskiner bruger roterende multi-rille endefræsere, planfræsere og bor til at producere prismatiske funktioner - lommer, slidser, huller, forsænkninger, profiler og flade flader - på dele, der holdes i en skruestik eller armatur. 3-akse møller giver X, Y og Z lineær bevægelse; 4- og 5-aksede maskiner tilføjer roterende akser, der gør det muligt at skære komplekse flerfladefunktioner i en enkelt opsætning. CNC-drejecentre roterer emnet, mens stationære eller levende skæreværktøjer former OD, borer ID'en, vender mod enderne og skærer gevind - hvilket producerer de cylindriske og koniske egenskaber, der er karakteristiske for aksler, bøsninger, gevindforbindelser og ventilspoler. Mange moderne CNC-bearbejdningscentre kombinerer fræsning og drejning i en enkelt maskine - drejefræsecentre eller multitasking-drejebænke - og fuldender alle funktioner i komplekse rotationsdele uden mellemliggende opsætninger.
Præcisions CNC-bearbejdede metaldele opnår rutinemæssigt lineære dimensionstolerancer på ±0,025 mm (±0,001 tomme) i standardproduktion og ±0,005 mm eller tættere for præcisionsslebne eller overlappede funktioner. Overfladeruhedsværdier på Ra 0,8 µm (32 µin) er standard med finfræsning; slibning og honing opnår Ra 0,2 µm eller bedre til leje- og tætningsflader. Disse ydelsesniveauer, kombineret med evnen til at producere næsten enhver geometri, en designer kan forestille sig, forklarer, hvorfor CNC-bearbejdning dominerer fremstilling af præcisionsdele fra prototype til produktionsmængder.
Valget af metal til CNC-bearbejdede dele påvirker enhver downstream-variabel - bearbejdelighed, opnåelig tolerance, overfladefinishkvalitet, varmebehandlingsmuligheder efter bearbejdning, korrosionsydelse og i sidste ende delomkostninger. De største familier af metaller, der anvendes i CNC-bearbejdning, har hver især forskellige profiler.
Aluminium er det mest udbredte bearbejdede metal i præcisions-CNC-produktion, og det er der god grund til. Dens bearbejdelighedsvurdering er betydeligt højere end stål eller titanium - aluminiumslegeringer kan skæres med to til fem gange hastigheden af rustfrit stål, hvilket dramatisk reducerer bearbejdningstiden og -omkostningerne. Aluminium 6061-T6 er standardkvaliteten til generelle formål: fremragende bearbejdelighed, god korrosionsbestandighed, moderat styrke (trækstyrke ~310 MPa) og bred overfladebehandlingskompatibilitet, herunder anodisering, perleblæsning og pulverlakering. Aluminium 7075-T6 giver højere styrke (~572 MPa trækstyrke) til strukturelle rumfarts- og forsvarskomponenter til en beskeden prispræmie. Til optiske monteringer, elektronikhuse, køleplader, pneumatiske komponenter og strukturelle beslag leverer CNC-bearbejdede aluminiumsdele den bedste kombination af ydeevne pr. dollar af ethvert metal.
CNC-bearbejdede dele i rustfrit stål er specificeret, hvor korrosionsbestandighed, styrke ved forhøjede temperaturer eller overensstemmelse med fødevare-/farmaceutisk kontakt er påkrævet. 303 rustfrit er fribearbejdningskvaliteten — svovltilsætninger forbedrer spånbrydningen og reducerer værktøjsslid på bekostning af let reduceret korrosionsbestandighed; den er velegnet til aksler, fastgørelseselementer og ikke-kritiske strukturelle komponenter. 316L rustfrit giver overlegen korrosionsbestandighed (især over for klorider og syrer) og er standardmaterialet til komponenter til medicinsk udstyr, fødevareforarbejdningsudstyr, marinefittings og kemisk proceshardware. 17-4 PH rustfrit kan udfældningshærdes til ~1.170 MPa trækstyrke og samtidig bevare god korrosionsbestandighed, hvilket gør det til et arbejdshestmateriale i rumfart, forsvar og olie-og-gas-applikationer. Maskiner i rustfrit stål med omtrent halvdelen af hastigheden af aluminium - forvent længere cyklustider og højere værktøjsomkostninger i forhold til aluminiumsdele af tilsvarende kompleksitet.
Titanium tilbyder det bedste styrke-til-vægt-forhold af ethvert almindeligt bearbejdet metal - Ti-6Al-4V (Grade 5) når ~950 MPa trækstyrke ved en densitet på kun 4,43 g/cm³, omtrent 60 procent af stålets densitet ved lignende eller større styrke. Dets biokompatibilitet gør det til standardmaterialet til ortopædiske implantater, tandkomponenter og kirurgiske instrumenter. Strukturelle komponenter til rumfart, racermotordele og højtydende sportsudstyr driver også store mængder af titanium CNC-bearbejdede dele. Afvejningerne er betydelige: titanium har lav varmeledningsevne, hvilket får varmen til at koncentrere sig ved skærkanten i stedet for at spredes til spåner, hvilket fremskynder værktøjsslid. Det hærder også under bearbejdning, hvis skæreparametrene er forkerte. Titaniumdele kræver hårdmetalværktøj, højt kølevæsketryk, konservative tilførsler og hastigheder og erfarne programmører - alt sammen oversat til højere omkostninger pr. del end aluminium eller blødt stål.
Kulstof- og legeret stål er rygraden i mekaniske CNC-bearbejdede komponenter - tandhjul, aksler, huse, værktøj og strukturelle elementer, hvor absolut styrke, sejhed og omkostningseffektivitet er prioriterede. 1018 bløde stålmaskiner nemt og bruges til lavspændingsbeslag og armaturer. 4140 chromoly stål er den standard strukturelle kvalitet - varmebehandles til en bred vifte af hårdhedsniveauer, med god bearbejdelighed i udglødet tilstand, fremragende sejhed efter varmebehandling og bred tilgængelighed i stang og plade. A2 og D2 værktøjsstål bearbejdes i udglødet tilstand og hærdes efter bearbejdning til skærende værktøjer, matricer og slidkomponenter. Stålråmaterialeprisen er den laveste af ethvert ingeniørmetal, hvilket opvejer dets langsommere bearbejdningshastighed sammenlignet med aluminium til anvendelser med store mængder.
C360 fribearbejdende messing har den højeste bearbejdelighedsvurdering af ethvert metal - ofte vurderet til 100% (det benchmark, som alle andre metaller sammenlignes med) - og producerer de korteste, mest kontrollerbare spåner af ethvert materiale. Messing CNC-bearbejdede dele er standard i VVS-fittings, elektriske stik, instrumenteringskomponenter og dekorativt hardware. Beryllium kobber (C172) bearbejder rimeligt godt og kan aldershærdes til fjederkvalitetshårdhed, mens den bibeholder god elektrisk ledningsevne - bruges til elektriske kontakter, fjedre og præcisionsfrit gnistgivende værktøjer. Omkostningspræmien for messing og kobber i forhold til stål begrænser deres anvendelse til applikationer, hvor deres specifikke egenskaber er påkrævet.
Tabellen nedenfor opsummerer den relative bearbejdelighed, typisk opnåelige tolerance og relative omkostninger pr. del for de mest almindeligt CNC-bearbejdede metaller, hvilket hjælper ingeniører med at træffe hurtige materialevalgsbeslutninger.
| Metal / kvalitet | Bearbejdelighedsvurdering | Typisk tolerance (standard) | Relativ delomkostning | Almindelige applikationer |
|---|---|---|---|---|
| Aluminium 6061-T6 | Fremragende | ±0,025 mm | Lav | Huse, beslag, køleplader, rumfartskonstruktioner |
| Aluminium 7075-T6 | Meget god | ±0,025 mm | Lav–Medium | Luftfartskonstruktioner, højbelastningsbeslag |
| Rustfrit stål 303 | Godt | ±0,025 mm | Medium | Aksler, fastgørelseselementer, instrumentkomponenter |
| Rustfrit stål 316L | Moderat | ±0,025 mm | Medium-Høj | Medicinsk udstyr, marine, fødevareforarbejdning |
| Stål 4140 (glødet) | Godt | ±0,025 mm | Lav–Medium | Gear, aksler, strukturelle komponenter |
| Titanium Ti-6Al-4V | Svært | ±0,025 mm | Høj | Luftfart, medicinske implantater, højtydende sport |
| Messing C360 | Fremragende | ±0,025 mm | Medium | Fittings, stik, instrumentering |
| Inconel 718 | Meget svært | ±0,05 mm | Meget høj | Jetmotordele, højtemperaturindustrikomponenter |
Tolerancespecifikation er en af de mest konsekvensbeslutninger, en ingeniør træffer, når han designer CNC-bearbejdede metaldele - og en af de mest almindelige kilder til unødvendige omkostninger. En tolerance definerer den tilladte variation fra en nominel dimension: en boring specificeret som 20,00 mm ±0,025 mm betyder, at den endelige dimension kan måle et sted mellem 19,975 mm og 20,025 mm og stadig være acceptabel. Hver dimension på en CNC-bearbejdet del har en tolerance, enten eksplicit angivet eller implicit anvendt gennem en generel tolerancestandard, der henvises til i tegningens titelblok.
Den mest udbredte generelle tolerancestandard for CNC-bearbejdede metaldele er ISO 2768. Mellemklassen (ISO 2768-m) definerer generelle lineære tolerancer på ±0,1 mm for dimensioner mellem 30-120 mm og ±0,15 mm for dimensioner mellem 120-400 mm. Finklassen (ISO 2768-f) strammer disse til henholdsvis ±0,05 mm og ±0,1 mm. Dette er de korrekte standardindstillinger for de fleste mekaniske CNC-dele, hvor funktionerne ikke behøver at passe sammen med præcisionsafstande. Snævrere tolerancer bør kun angives på specifikke dimensioner, hvor funktionen faktisk kræver det - pasforme, sammenkoblingsflader, lejesæder, tætningsflader og positioneringsfunktioner.
Omkostningspåvirkningen af tolerancestramning er ikke-lineær og betydelig. Standard tolerancemål bearbejdes i en normal produktionspas uden særlig opmærksomhed. Stramning fra ±0,1 mm til ±0,025 mm kan fordoble eller tredoble bearbejdningstiden for denne funktion - hvilket kræver færdigbehandlinger, specialiseret værktøj og måling under processen. Stramning til ±0,005 mm kræver typisk slibe- eller honingoperationer efter bearbejdning, hvilket potentielt øger omkostningerne ved denne funktion med fem til ti gange. Den tekniske disciplin med at anvende den mindste tolerance, der opfylder de funktionelle krav - ikke den strammeste opnåelige - er en af de mest omkostningsreduktionsmetoder i CNC-deledesign.
GD&T (ifølge ASME Y14.5 eller ISO 1101) strækker sig ud over lineære tolerancer for at definere tilladt variation i form, orientering, placering og udløb af funktioner i forhold til datums. For CNC-bearbejdede præcisionsmetalkomponenter kommunikerer GD&T-forklaringer for fladhed, vinkelrethed, sand position og cylindricitet funktionelle krav mere præcist end koordinattolerancer alene, og tillader ofte bredere koordinattolerancer, mens de stadig garanterer monteringspasning. Maskinister og CMM-programmører arbejder direkte med GD&T callouts under produktion og inspektion – sørg for, at tegningerne er utvetydige og refererer til den korrekte ASME- eller ISO-standardversion for at undgå fortolkningstvister under leverandørkvalificering.

Som bearbejdede CNC-metaldele bærer synlige værktøjsmærker - typisk parallelle spidser fra værktøjsbanen - og en overfladeruhed bestemt af værktøjets geometri, tilspændingshastighed og de anvendte skæreparametre. Som bearbejdede Ra-værdier falder typisk mellem 0,8 µm og 3,2 µm for fræsede overflader, hvilket er tilstrækkeligt til de fleste strukturelle og mekaniske applikationer. Når udseende, korrosionsbestandighed, slidstyrke eller specifik overfladeenergi er påkrævet, påføres overfladebehandlinger efter bearbejdning.
Anodisering er en elektrokemisk proces, der omdanner overfladelaget af aluminium til aluminiumoxid, hvilket skaber et hårdt, korrosionsbestandigt, elektrisk isolerende lag, der er integreret i basismetallet. Type II anodisering producerer lag med en tykkelse på 5-25 µm og er den standard kosmetiske og korrosionsbestandige finish til aluminium CNC dele - tilgængelig i klare (naturlige) eller en lang række farvefarver. Type III hård anodisering (hård belægning) producerer lag på 25-100 µm ved Rockwell-hårdhed på ~65 HRC, hvilket giver exceptionel slidstyrke til glidende og bærende overflader. Anodisering tilføjer minimal dimensionsændring (typisk tilføjes halvdelen af lagtykkelsen til overfladen; den anden halvdel erstatter basismetal), hvilket skal tages i betragtning på snævre tolerance-egenskaber ved forbearbejdning lidt underdimensioneret i anodiseringsområderne.
Galvanisering deposits a metallic layer (zinc, nickel, chrome, gold, silver, or other metals) onto the machined surface by electrochemical deposition. Zinc plating provides economical corrosion protection for steel parts. Electroless nickel plating deposits a uniform thickness nickel-phosphorus alloy layer regardless of part geometry — including inside bores and recesses — making it the preferred plating for complex CNC machined parts requiring uniform corrosion and wear protection. Hard chrome plating builds Vickers hardness above 900 HV and is used for hydraulic cylinder rods, wear surfaces, and precision gauges. Plating layer thickness on tight-tolerance features must be controlled and accounted for in pre-plating dimensions.
Passivering fjerner frie jern- og jernforbindelser fra overfladen af rustfrit stål ved nedsænkning i salpeter- eller citronsyreopløsninger, hvilket tillader et ensartet, passivt kromoxidlag. Dette øger den iboende korrosionsbestandighed af rustfrit stål uden at tilføje materiale til overfladen - passiverede dimensioner er reelt uændrede. Passivering er standardpraksis for CNC-bearbejdede dele i rustfrit stål til medicinske, fødevareforarbejdnings-, farmaceutiske og marine applikationer og er typisk påkrævet af ASTM A967 eller ASTM A380 i regulerede industrier.
Pulvercoating påfører elektrostatisk tørt polymerpulver på metaloverflader, som derefter hærdes i en ovn for at danne en holdbar, slagfast, dekorativ finish tilgængelig i tusindvis af farver og teksturer. Pulvercoating tilføjer 50-100 µm tykkelse og bør ikke specificeres på snævre toleranceoverflader uden maskering eller efterbearbejdning. Det er almindeligt anvendt på aluminium og stål CNC-bearbejdede dele, hvor udseende og korrosionsbestandighed er påkrævet - udstyrshuse, paneler, strukturelle rammer og forbrugerproduktkabinetter.
Perleblæsning driver glasperler ved delens overflade under lufttryk, hvilket skaber en ensartet, mat satinstruktur ved at deformere overfladetoppe uden at fjerne væsentligt materiale. Processen eliminerer retningsbestemte værktøjsmærker fra fræsning, hvilket skaber et ensartet visuelt udseende på tværs af alle overflader uanset værktøjsbaneretningen. Perleblæste CNC-bearbejdede dele bruges almindeligvis som en endelig finish på aluminiumshuse og -paneler eller som et forberedelsestrin før anodisering eller pulverlakering for at sikre ensartet finish på den endelige del.
De fleste af omkostningerne ved en CNC-bearbejdet metaldel bestemmes, før den første chip skæres - den er låst af designbeslutninger om geometri, tolerancer, materiale og antallet af opsætninger, der kræves for at færdiggøre delen. Design for manufacturability (DFM)-analyse under designfasen reducerer rutinemæssigt bearbejdningsomkostningerne med 15-40 procent og reducerer gennemløbstiden betydeligt uden at gå på kompromis med delens funktionalitet.
Anvendelsen af CNC-bearbejdede metalkomponenter spænder over stort set alle sektorer af moderne industri, men flere industrier er særligt intensive brugere af præcisionsbearbejdede metaldele på grund af deres ydeevnekrav og regulatoriske miljøer.
Luftfarts-CNC-bearbejdede dele - strukturelle beslag, motorkomponenter, landingsstelfittings, hydrauliske manifolds, sensorhuse - er produceret i aluminium, titanium og nikkel superlegeringer til de snævreste tolerancer og strengeste kvalitetskrav i enhver industri. AS9100-kvalitetssystemcertificering, første artikelinspektion (FAI) i henhold til AS9102 og materialesporbarhed fra møllecertificering til færdig del er standardkrav. Flerakset 5-akset CNC-bearbejdning er standard for komplekse strukturelle komponenter; nogle titanium- og Inconel-luftfartsdele har et buy-to-fly-forhold på 10:1 eller højere (10 kg råmateriale bearbejdet for at producere en 1 kg færdig del), hvilket gør materialevalg og bearbejdningseffektivitet kritiske omkostningsdrivere.
Ortopædiske implantater (ledudskiftninger, knogleplader, skruer), kirurgiske instrumenter, tandkomponenter og huse til diagnostisk udstyr er hovedkategorier af medicinsk CNC-bearbejdede metaldele. Titan og rustfrit stål 316L er de dominerende materialer. ISO 13485-kvalitetssystemcertificering er påkrævet for kontraktfremstilling af medicinsk udstyr. Overfladefinish er en kritisk ydelsesvariabel for implantater - Ra-værdier på 0,1-0,2 µm eller bedre er specificeret for artikulerende overflader for at minimere generering af slidaffald, hvilket kræver finishslibning eller elektropolering efter CNC-bearbejdning.
Højvolumen bilproduktion bruger CNC-bearbejdning primært til komponenter, der kræver præcision, som støbning eller smedning alene ikke kan opnå - motorens cylinderhoveder og blokke (efterbearbejdning af boringer, flader og gevindhuller), transmissionshuse, kaliberhuse og præcisionsaksler. Motorsport og ydeevne bilapplikationer anvender næsten udelukkende CNC-bearbejdede metaldele - titanium plejlstænger, aluminiumsstandere og ophængskomponenter, indsugningsmanifolder i aluminium og præcisionshjulnav er alle eksempler. IATF 16949-kvalitetssystemcertificering og PPAP-dokumentation (Production Part Approval Process) er standard i forsyningskæder til bilproduktion.
Boreværktøj til boring, brøndhovedkomponenter, ventilhuse, manifoldblokke og trykbeholderfittings i olie- og gasindustrien kræver CNC-drejning og fræsning med stor diameter i højstyrkelegeringer, herunder 4140 stål, Inconel og Duplex rustfrit. Komponenter er udsat for ekstremt pres, korrosive miljøer og temperaturcyklusser, der kræver både materialeydeevne og dimensionspræcision. NACE MR0175/ISO 15156 materialekvalifikationskrav til miljøer med sur service (H₂S) begrænser de tilladte materialer og varmebehandlingstilstande for mange komponenter i borehullet.
Præcisions-aluminium og rustfrit stål CNC-bearbejdede dele er standard i halvlederkapitaludstyr - waferhåndteringsrobotarme, vakuumkammerkomponenter, præcisionstrin og metrologiarmaturer. Fladhed, parallelitet og positionstolerancer i området ±0,005 mm er almindelige for halvlederudstyrsdele. Aluminium 6061-T6 og 7075-T6 er standard, med hård anodisering, der giver de slidbestandige overflader, der kræves for robotkomponenternes levetid. Forbrugerelektronikkabinetter - laptop-chassis, telefonrammer, højttalerhuse - produceres også i store mængder af CNC-bearbejdet aluminium, med perleblæst og anodiseret finish, der giver det førsteklasses udseende, som markedet forventer.
Uanset om du køber prototype CNC-bearbejdede dele eller kvalificerer en leverandør til produktionsvolumener, bestemmer det samme sæt kapacitets- og kvalitetsattributter, om en bearbejdningsleverandør pålideligt kan producere dele til dine krav.
Fenglan er Producent af elektriske præcisionsdele i Kina, Producenter af præcisionsdele til biler og Leverandører af industrielle præcisionsdele. Din pålidelige partner inden for fremstilling af dele og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatliv
Privatliv



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17