2026-05-22
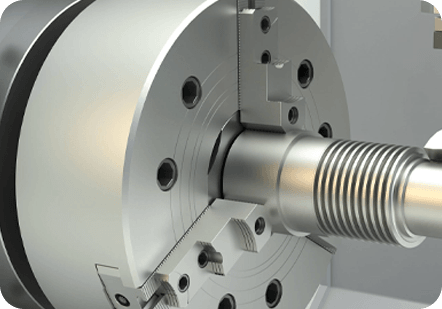
2026-05-22 En gasfjeder ser vildledende simpel ud - en trykcylinder med en glidende stang. Men enhver overflade, der forsegler, styrer eller bærer belastning, skal bearbejdes til nøjagtige specifikationer. Gå glip af en borediameter med blot et par hundrededele af en millimeter, og nitrogengas bløder forbi tætningerne, fjederen mister sin nominelle kraft, og en OEM-kunde afviser hele partiet. Automotive gasfjeder CNC-bearbejdning er derfor en af de processer, hvor tolerancer ikke er til forhandling, og enhver værktøjsbanebeslutning har en nedstrøms konsekvens på produktets levetid.
Denne artikel gennemgår de kritiske bearbejdningsoperationer, materialer, tolerancekrav og overfladebehandlingstrin, der er involveret i fremstilling af højkvalitets automotive gasfjederkomponenter - uanset om du citerer en produktionsserie eller designer dele til fremstillingsmuligheder.
En gasfjeder til biler indeholder adskillige maskinbearbejdede komponenter, hver med sin egen funktion og dimensionelle kritikalitet. At forstå, hvad hver del gør, gør det nemmere at specificere den rigtige proces og tolerancer fra starten.
Cylinderen er det ydre hus - normalt et sømløst stål- eller aluminiumsrør, der holder nitrogen under tryk. CNC-operationer her fokuserer på borebearbejdning og endefladebearbejdning. Den indvendige boring skal slibes eller færdigdrejes for at opnå både den korrekte diameter og en overfladeruhed, der er lav nok til, at stempeltætningerne kan glide uden overdreven friktion eller slid. Indvendige diametre i gasfjedercylindre til biler spænder normalt fra 10 mm til 60 mm, med boringstolerancer i området H7 (typisk ±0,010-0,025 mm afhængigt af diameter).
Stempelstangen er den mest dimensionelt kritiske enkeltkomponent. Den skal være lige til inden for snævre grænser, have en diameter, der holdes til tætte tolerancer for tætningspasning, og have en overfladefinish, der modstår både slid og korrosion. CNC-drejning producerer stangemnet; efterfølgende centerløs slibning og hårdforkromning eller nitrocarburisering er standard efterbearbejdningstrin. Stangdiametre løber typisk fra 6 mm til 28 mm i bilapplikationer, og rethedsafvigelser ud over 0,05 mm over 300 mm længde kan forårsage stempelbinding og accelereret tætningsfejl.
Selve stemplet er bearbejdet, så det passer til boringen med en kontrolleret spillerum. Den bærer gaspassagegeometrien - riller, huller eller trinprofiler - der styrer gasstrømmens adfærd under kompression og forlængelse. CNC-drejning og fræseoperationer skaber disse funktioner. Enhver grat efterladt i en gaspassage eller tætningsrille ændrer flowkarakteristika og risikerer tætningsskader under montering.
Stangstyret justerer og understøtter stempelstangen ved den åbne ende af cylinderen. Det kræver et præcist boret ID for at matche stangdiameteren og en OD for at passe til cylinderboringen uden slør. Endehætter til forseglede designs krympes ofte eller skrues på plads, så gevindgeometri og flade-firkanthed betyder noget for lækagefri samling. Disse dele er typisk CNC-drejet i stål eller ingeniørplast forstærket med metalindlæg.
Materialevalg påvirker enhver downstream-bearbejdningsbeslutning - skærehastigheder, værktøjsvalg, overfladebehandlingsmetoder og endelige inspektionskriterier. Automotive gasfjederkomponenter er overvejende lavet af et lille sæt materialer, hver med kendte bearbejdningsegenskaber.
| Komponent | Typisk materiale | Hovedbearbejdningsovervejelse |
|---|---|---|
| Cylinderrør | Koldtrukne sømløse stål (f.eks. ST52, E235) | Forudtrukket boring reducerer intern bearbejdning; finish honing opnår endelig Ra |
| Stempelstang | Case-hærdet kulstofstål (f.eks. C45, 42CrMo4) | Hård krom eller nitrering efter CNC-drejning; slibning til endelig diameter |
| Stempel | Zink trykstøbt, stål eller POM polymer | Trykstøbte dele skal færdigdrejes; polymerdele har brug for lav varme, skarpe værktøjer |
| Stangstyr/endekappe | Messing, aluminium eller stål | Messing maskiner frit; aluminium kræver oversvømmelseskølevæske for overfladekvalitet |
| Letvægtsvarianter | Aluminiumslegering (f.eks. 6061-T6, 7075) | Høje tilspændingshastigheder mulig; anodisering nødvendig for korrosionsbeskyttelse |
Stål forbliver det dominerende valg for strukturelle komponenter på grund af dets høje trækstyrke og velforståede træthedsadfærd under cykliske gastrykbelastninger. Aluminiumslegeringer bruges oftere i vægtfølsomme personbilsapplikationer - bagagerumslågstivere er et typisk eksempel - hvor det lavere driftstryk tillader tyndere vægsektioner og mindre stangdiametre. For enhver gasfjederkomponent af aluminium er anodisering eller hård belægning obligatorisk for at forhindre gnavkorrosion ved stang-tætningsgrænsefladen.
Gasfjeders ydeevne er direkte styret af dimensionsforholdet mellem stempelstangen, cylinderboringen og tætningselementerne. Angivelse af tolerancer for løst risikerer lækage og kort levetid; at specificere dem strammere end nødvendigt øger bearbejdningsomkostningerne uden at tilføje funktionel værdi. Tabellen nedenfor opsummerer praktiske tolerancemål for de vigtigste tilpasningsgrænseflader.
| Interface | Tilpasningstype | Typisk tolerance (diameter) | Formål |
|---|---|---|---|
| Stempelstang OD / seal ID | Tæt kørende (f7/H7) | ±0,010–0,015 mm | Sikrer tætningskontakt uden stangtræk |
| Cylinderboring / stempel OD | Afstand (H7/e8) | 0,020–0,060 mm frigang | Tillader stempelvandring uden metalkontakt |
| Stangstyr OD / cylinderboring | Overgang (H7/js6) | 0–0,015 mm | Forhindrer guiderokkering; bevarer stangjusteringen |
| Gevind på endehætte | 6H / 6g standard | ISO metrisk, medium pasform | Forsegling under tryk; nem montering |
For kritiske boredimensioner, CNC-drejning alene er sjældent tilstrækkeligt som den endelige operation . Honing tilføjer kombinationen af dimensionsnøjagtighed og kontrolleret overfladelægning, som tætninger kræver - en drejet boring ved Ra 0,8 µm forringer tætningens levetid sammenlignet med en slebet overflade ved Ra 0,2-0,4 µm. Stempelstangens diametre er på samme måde færdigslebet efter drejning, hvor slibetrinnet holder det sidste h6- eller f7-tolerancebånd, der er nødvendigt for korrekt tætningsindgreb.
Ud over diameteren kræver gasfjederkomponenter kontrol med formfejl. En boring, der er inden for diametertolerancen, men væsentlig ude af runde, vil generere ujævn tætningskompression, hvilket fører til lokale lækageveje. Kravene til rundhed for cylinderboringer i gasfjedreproduktion i biler er typisk 0,003-0,008 mm (3-8 µm), hvilket kan opnås med kvalitets CNC-drejning efterfulgt af honing på en dedikeret maskine. Cylindricitet - kombinationen af rundhed og rethed over hele borelængden - betyder mest for længere cylindre, hvor termisk vækst under bearbejdning kan introducere tønde- eller tilspidsningsfejl.
Overfladeruhedsværdier er angivet som Ra (aritmetisk middelruhed) og skal verificeres med et profilometer, ikke estimeret ved visuel inspektion. Cylinderboringen og stempelstangens arbejdsflader har hver især forskellige mål:

Den cylindriske geometri af gasfjederkomponenter gør CNC-drejning til den dominerende fremstillingsproces. Moderne CNC-drejecentre - især maskiner med to spindler og dobbeltrevolver - er velegnede til gasfjedreproduktion i biler, fordi de kan færdiggøre en del i en enkelt opsætning, hvilket eliminerer de genmonteringsfejl, der forringer koncentriciteten mellem boringen og den ydre diameter.
Stempelstænger fremstilles typisk af stangmateriale på en CNC drejebænk med stangføder. Drejningssekvensen inkluderer grov OD-drejning, gevindskæring ved fastgørelsesenden, underskæring til låseringe eller tætningsriller og affasning. Fordi stangstænger er udgangsmaterialet, betyder rethed af det indkommende materiale - bøjet stanglag introducerer udløb, der fører igennem til den færdige stang og kun kan korrigeres ved centerløs slibning. Angivelse af rethed af råstangen til inden for 0,5 mm pr. meter før bearbejdning forhindrer efterbearbejdning nedstrøms.
Gasfjederkomponenter er højvolumenprodukter. OEM-leverandører til bilindustrien, der producerer titusindvis af cylindre om måneden, har brug for cyklustider i intervallet 30-90 sekunder pr. del for at være omkostningskonkurrencedygtige. Twin-revolver CNC-drejecentre løser dette ved at bearbejde to funktioner samtidigt - for eksempel grovdrejning af OD, mens ID'en færdigbores - skære cyklustider med 30-50 % sammenlignet med sekventielle operationer på en enkelt-revolver maskine. Lys-sluk-drift natten over med automatisk stangfremføring og delopsamling reducerer yderligere omkostningerne pr. styk ved højvolumen-kørsler.
Nogle gasfjedredesigns kræver radiale porte, krydsborede fyldhuller eller fræsede flads på cylinderenden for at samle værktøjsindgreb. Et CNC-drejecenter med strømførende værktøj håndterer disse funktioner i samme opsætning som drejeoperationerne og undgår en sekundær CNC-fræseoperation. Dette er især vigtigt for gaspåfyldningsporte - huller med lille diameter boret radialt ind i cylindervæggen - hvor positionsnøjagtighed i forhold til boringens midterlinje påvirker tætningsproppasningen.
Rå CNC-bearbejdede overflader er næsten aldrig den endelige overfladebetingelse for automotive gasfjederkomponenter. Krav til korrosion, slid og friktion ydeevne alle drev efterbearbejdning behandlinger, der skal tages højde for i de oprindelige bearbejdede dimensioner.
Hård krom er den mest almindelige overfladebehandling af stempelstænger. Et typisk kromlag på 10-25 µm aflejres efter slibning og males derefter igen til den endelige diameter. Denne "plade og slib"-sekvens opnår både den overfladehårdhed (900-1000 HV), der er nødvendig for at modstå tætningsslid, og den Ra 0,1 µm finish, der kræves til lavfriktionsdrift. Krom tilføjer til stangdiameteren, så den forkromede jorddiameter skal beregnes for at lande inden for tolerancen efter kromaflejringen - et trin, der kræver ensartet pletteringsproceskontrol og tæt kommunikation mellem bearbejdningsværkstedet og pletteringsanlægget.
Til applikationer, hvor forkromning er begrænset på grund af miljøbestemmelser (hexavalent krom er underlagt REACH-begrænsninger i Europa), er nitrocarburisering - også kaldet ferritisk nitrocarburizing eller Tenifer/Melonite-behandling - det foretrukne alternativ. Processen diffunderer nitrogen og kulstof ind i ståloverfladen for at danne et hårdt sammensat lag 10-20 µm tykt, kombineret med en dybere diffusionszone, der øger udmattelsesstyrken. I modsætning til forkromning giver nitrocarburisering minimale dimensionsændringer (typisk under 5 µm vækst), så stænger med snævre tolerancer kan ofte behandles uden et efterbehandlingsslibetrin. Den resulterende overflade har fremragende korrosionsbestandighed og et karakteristisk mørkegrå udseende.
Cylinderboringer modtager honing efter CNC-drejning for at opnå den endelige diameter, rundhed og overfladetekstur samtidigt. Plateau honing — en to-trins honeproces med en grovere sten efterfulgt af en fin efterbehandlingssten — frembringer en overflade med lavvandede dale til tilbageholdelse af olie og flade toppe, der modstår slid. Denne profil måles ved Rk-parametre (kerneruhedsdybde, reduceret tophøjde, reduceret daldybde) i stedet for simple Ra-værdier og bør specificeres på tegninger for kritiske boringsapplikationer. Plateau-slebne boringer forlænger tætningens levetid betydeligt sammenlignet med ligedrejede eller enkelttrins-slebne overflader.
Cylinderrør og konstruktionsstålkomponenter, der ikke behøver en slidoverflade, er typisk galvaniseret med zink-nikkel for at beskytte mod korrosion. Zink-nikkel (12-15 % nikkelindhold) giver væsentligt bedre salttågemodstand end konventionel zinkbelægning - typisk 720-1000 timer til rødrust i neutral saltspraytest mod 120-240 timer for zink alene. For udvendige eller undervognsgasfjedre til biler, der er udsat for vejsalt og fugt, er denne korrosionsydelse påkrævet af de fleste OEM-specifikationer.
Gasfjedrebearbejdning til biler arbejder under stramme kvalitetssystemer, typisk IATF 16949 eller ISO 9001 med bilspecifikke kundekrav. Inspektion er ikke en endelig gate - den er integreret i produktionsflowet gennem statistisk proceskontrol og måling i processen.
Luftmåling er den foretrukne metode til inspektion af højvolumendiameter, fordi den er hurtig (måling på under 2 sekunder), berøringsfri og meget gentagelig. En luftmålerspindel indsat i boringen eller placeret omkring en stang måler luftmodtrykket, som er direkte korreleret til diameteren via en kalibreringsmaster. Luftmålere er typisk integreret i CNC-drejecellen, så hver del måles før aflæsning, hvilket muliggør realtidsfeedback til værktøjsmaskinens offsetkompensationssystem.
Coordinate Measuring Machine (CMM) inspektion bruges til godkendelse af første artikel, periodiske audits og alle funktioner, som luftmåler ikke let kan måle - herunder gevindstigningsdiameter, vinkelret boring mod flade og position af krydsborede huller. CMM-programmer for gasfjederkomponenter er typisk skrevet, så de matcher tegningens GD&T-forklaringer, og de resulterende målerapporter sendes til kunden som en del af Production Part Approval Process (PPAP).
Efter montering er 100 % lækagetest standardpraksis for gasfjedre til biler. Den mest almindelige metode bruger helium massespektrometri eller differenstryk henfaldstest. Differenstrykprøvning er mere praktisk til højvolumenproduktion - den samlede fjeder sættes under tryk til et testtryk, isoleres, og ethvert trykfald over en fastsat periode (typisk 10-30 sekunder) sammenlignes med en afvisningstærskel. En velkalibreret trykfaldstest kan pålideligt detektere lækagehastigheder under 1 cc/min af nitrogen ved arbejdstryk.
Designingeniører, der specificerer automotive gasfjederkomponenter, kan reducere bearbejdningsomkostningerne betydeligt ved at følge nogle få praktiske regler. Disse går ikke på kompromis med funktionen – de tilpasser designet til de naturlige muligheder ved CNC-drejning og relaterede processer.
Fenglan er Producent af elektriske præcisionsdele i Kina, Producenter af præcisionsdele til biler og Leverandører af industrielle præcisionsdele. Din pålidelige partner inden for fremstilling af dele og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatliv
Privatliv



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17