2026-05-11
2026-05-11 Vandpumpens motoraksel er en af de komponenter, som ingen tænker på, før noget går galt – og når det går galt, er konsekvenserne øjeblikkelige: utætte tætninger, fastlåste lejer, en pumpe, der ikke vil cirkulere, eller i industrielle systemer, uplanlagt nedetid, der koster langt mere end selve akslen. At forstå, hvad akslen faktisk gør, hvad den er lavet af, hvordan den fejler, og hvordan man vælger den rigtige specifikation til en given applikation, er praktisk viden, der sparer penge og undgår gentagne fejl. Denne artikel dækker det fulde billede, fra mekanikken i akslens rolle i pumpesystemet gennem materialevalg, fejltilstande og de vigtigste specifikationer, der betyder noget under vedligeholdelse eller udskiftning.
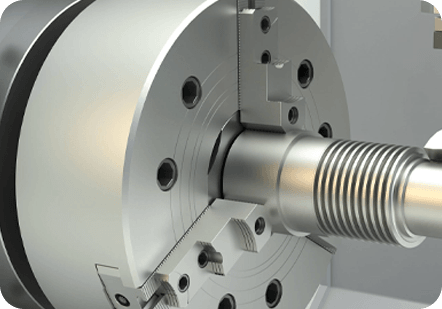
Pumpeakslen er den mekaniske rygrad i hele pumpeenheden. Den fungerer som den direkte forbindelse mellem drivmotoren og pumpehjulet - den roterende komponent, der giver hastighed og tryk til væsken, der pumpes. Når motoren drejer, drejer den akslen; akslen drejer pumpehjulet; pumpehjulet flytter vandet. Uden en strukturelt forsvarlig, korrekt justeret og korrekt understøttet aksel, sker intet af denne kraftoverførsel pålideligt.
Akslen bærer flere samtidige mekaniske belastninger under drift. Torsionsspænding er den primære belastning - vridningskraften, der overføres fra motorkoblingen til pumpehjulet. Radiale belastninger genereres af hydrauliske kræfter, der virker på pumpehjulet (væsketrykket, der skubber sidelæns på pumpehjulsbladene), af vægten af udkragede pumpehjul og koblinger og af rem- eller kædetrækspændinger i pumpedesign, hvor motoren ikke er direkte koblet. Aksiale trykbelastninger opstår som følge af trykforskellen mellem pumpehjulets indløbs- og afgangsside, som har tendens til at skubbe akslen i strømningsretningen. I flertrinspumper kan aksialtryk være betydeligt og styres af tryklejer eller balancehuller i pumpehjulsdesignet. Akslen skal bære alle disse belastninger samtidigt, gennem hver opstart, hastighedsændring og belastningsudsving, som pumpen oplever, i mange års kontinuerlig drift.
Akslen bærer og lokaliserer også den mekaniske tætning eller pakning, der forhindrer pumpet væske i at undslippe langs akslen til atmosfæren. Tilstanden af akseloverfladen i tætningens løbeområde bestemmer direkte, hvor godt tætningen yder. Korrosionsgruber, overfladeruhed over den specificerede finish eller geometrisk udløb ved tætningskontaktzonen fremskynder alle tætningsslid og fører til den mest almindelige pumpesvigttilstand: akseltætningslækage.
Akselmaterialet skal samtidig give tilstrækkelig mekanisk styrke til at overføre drejningsmoment uden afbøjning eller udmattelsessvigt, tilstrækkelig korrosionsbestandighed for væsken, der pumpes, og den nødvendige overfladehårdhed til tætningens løbeområde og lejepasningsoverflader. Disse krav trækker ofte i forskellige retninger, og at vælge den rigtige kvalitet kræver balance mellem alle tre mod omkostninger og tilgængelighed.
Kulstofstål 1045 er et økonomisk og bredt tilgængeligt akselmateriale, der bruges i rent vand og generelle industrielle pumpeapplikationer, hvor korrosion ikke er et primært problem og omkostningsmæssige spørgsmål. Den bearbejder godt, opnår en god overfladefinish og giver tilstrækkelig styrke til de fleste lette til mellemstore pumpeaksler. Ved rentvandsservice med passende beskyttende belægninger eller hvor akslen løber i et oliesmurt lejehus, der forhindrer direkte væskekontakt, yder kulstofstål sig pålideligt. Den er ikke egnet til applikationer, hvor akslen kommer i kontakt med ætsende væsker, havvand, sure eller alkaliske opløsninger eller spildevand.
Grade 316 rustfrit stål er det mest specificerede akselmateriale i industrielle centrifugalpumper, vandbehandlingssystemer og procespumper. Den indeholder 2-3 % molybdæn ud over krom og nikkel, hvilket giver væsentligt bedre modstandsdygtighed over for chlorid-induceret grubetæring og sprækkekorrosion end 304-kvalitet, hvilket gør den velegnet til marine miljøer, kystvandsforsyningssystemer, havvandskøling og industrielt procesvand. Grade 304 er tilstrækkelig til rent ferskvand og fødevareforarbejdning med milde rengøringsmidler, men nedbrydes hurtigt i klorholdigt eller saltvand. Den mekaniske styrke af 316 er tilstrækkelig til moderate pumpeaksler, selvom dens flydespænding (omkring 170 MPa) er væsentligt lavere end for kulstofstål eller nedbørshærdede kvaliteter, hvilket begrænser dets anvendelse i højeffekt eller lille diameter akseldesign.
17-4 PH (udfældningshærdende rustfrit stål) kombinerer korrosionsbestandigheden af austenitisk rustfrit stål med en mekanisk styrke, der nærmer sig den for legeret kulstofstål. Gennem aldershærdende varmebehandling opnår 17-4 PH flydegrænser på 1.000 MPa eller højere sammenlignet med cirka 170 MPa for 316 i udglødet tilstand. Dette overlegne styrke-til-vægt-forhold gør det til det foretrukne akselmateriale til højhastigheds-, højeffekt-centrifugalpumpeapplikationer og til sanitære procespumper, hvor akslen skal være kompakt, men alligevel i stand til at overføre betydeligt drejningsmoment. Offentliggjorte pumpeproducentdata indikerer, at en 1-tommers diameter på 17-4 PH-aksel ved 3.550 RPM kan transmittere cirka 191 HK sammenlignet med kun 68 HK for en 316 aksel med samme diameter og hastighed - hvilket viser den praktiske ydelsesforskel i krævende applikationer.
Graderne 410 og 416 rustfrit stål er varmebehandlelige martensitiske kvaliteter, der giver højere styrke og hårdhed end 304 eller 316, når de er korrekt varmebehandlet. Grade 416 er en fribearbejdningsversion af 410 og er meget udbredt til pumpeakselkvalitet (PSQ) stangmateriale i kunstvandings-, landbrugs- og lette industrielle pumpeapplikationer. Disse kvaliteter har lavere korrosionsbestandighed end 316 - de er ikke egnede til kloridmiljøer eller aggressive kemikalier - men de bearbejder let til snævre tolerancer og opnår gode overfladefinisher, hvilket gør dem til økonomiske valg til rent vand, hvor styrke er vigtigere end korrosionsbestandighed.
Duplex 2205 og super duplex 2507 rustfrit stål kombinerer høj mekanisk styrke med fremragende modstandsdygtighed over for chloridspændingskorrosionsrevner - fejltilstanden, der påvirker 300-seriens austenitiske kvaliteter i havvand og industrivæsker med højt chloridindhold. Duplex 2205 tilbyder flydespænding cirka det dobbelte af 316, mens 2507 er stærkere endnu. Disse kvaliteter er specificeret i offshore-, afsaltning- og kemiske procespumpeaksler, der opererer i miljøer, hvor 316 ville svigte ved spændingskorrosion, eller hvor små akseldiametre skal bære høje drejningsmomenter.
| Materiale | Ca. Udbyttestyrke | Korrosionsbestandighed | Bedste applikation |
| Kulstofstål 1045 | ~530 MPa | Lav | Rent vand, beskyttede skakter |
| Rustfri 304 | ~170 MPa (udglødet) | God (ingen klorider) | Fødevarekvalitet, mildt vandservice |
| Rustfri 316 | ~170 MPa (udglødet) | Meget god (kloridbestandig) | Marine, vandbehandling, generel industri |
| 416 rustfrit (PSQ) | ~550 MPa (varmebehandlet) | Moderat | Kunstvanding, landbrugspumper |
| 17-4 PH Rustfri | ~1.000 MPa | Meget godt | Højhastigheds, høj effekt, sanitær proces |
| Duplex 2205 | ~450 MPa | Fremragende (SCC resistent) | Offshore, afsaltning, kemisk proces |
Pump Shaft Quality (PSQ) er en materialebearbejdningsstandard, der specificerer krav til dimensionspræcision, rethed og overfladefinish for stangmateriale beregnet til fremstilling af pumpeaksel. En PSQ-stang er blevet vendt til størrelse, derefter præcisionsslebet og poleret for at opnå snævre diametertolerancer (typisk inden for ±0,001 tomme eller bedre), rethed inden for specificerede grænser pr. fods længde og en overfladefinish, der er egnet til direkte brug i tætningsløbeområder og lejegrænseflader.
Slibetrinnet er det, der adskiller PSQ-materiale fra almindelig drejet stang. Slibning fjerner overfladeuregelmæssigheder efterladt ved drejning, og opnår rundhed og cylindricitetstolerancer, som drejning alene ikke kan frembringe pålideligt. Det introducerer også kompressionsrestspændinger på overfladen, som forbedrer udmattelsesmodstanden - en vigtig fordel, da roterende bøjningstræthed er den mest almindelige årsag til pumpeakselbrud under drift. En aksel, der ikke er lige, vil forårsage vibrationer, accelereret lejeslid, ujævn tætningsbelastning og eventuel udmattelsesfejl – alle undgåelige konsekvenser af at bruge ikke-PSQ-stangmateriale for at spare materialeomkostninger.
Almindelige PSQ-kvaliteter inkluderer 416 rustfrit (den højeste volumenkvalitet), 316 rustfrit, 17-4 PH og Nitronic 50 (XM-19), som er en nitrogenforstærket austenitisk kvalitet, der tilbyder både høj styrke og fremragende korrosionsbestandighed i krævende marine og kemiske applikationer.

Den mekaniske tætning sidder i krydset mellem den våde (væskebefugtede) ende af pumpen og lejehuset eller motoren. Den består af en roterende tætningsflade fastgjort til akslen og en stationær tætningsflade monteret i pumpehuset. De to flader løber i kontakt under fjedertryk, hvilket skaber den primære tætningsbarriere. Akseloverfladen under den mekaniske tætning - tætningens løbeområde - skal opfylde specifikke krav til overfladefinish, typisk Ra 0,4 til 0,8 mikron, og skal være fri for korrosionsgruber, ridser eller ude af rund tilstand. Gruber dybere end forseglingsfladebredden tillader tryksat væske at omgå forseglingen; ud-af-rundhed får tætningen til at løfte sig periodisk under hver omdrejning, hvilket ødelægger tætningsfladen. Termisk chok - såsom at tilføje kold kølevæske til en overophedet motorpumpe - kan knække tætningsfladen diametralt, hvilket kræver øjeblikkelig udskiftning af tætningen.
I ældre pumpedesign og mange industrielle pumper, der håndterer slibende væsker, erstatter pakning pakning den mekaniske tætning. Pakningen består af ringe af flettet eller snoet tætningsmateriale, der er komprimeret rundt om akslen af en pakdåse. I modsætning til en mekanisk tætning kræver pakning en kontrolleret grådhastighed (en lille, bevidst mængde lækage forbi tætningen) for at smøre aksel-pakningsgrænsefladen. Hvis pakningen er overspændt for at stoppe al lækage, løber pakningen tør på akslen, genererer varme og eroderer hurtigt akseloverfladen. Akselbøsninger – udskiftelige hærdede bøsninger monteret over akslen i pakningszonen – bruges til at beskytte hovedakslen mod pakningsslid. Når muffens overflade bliver slidt eller rillet, udskiftes muffen i stedet for hele skaftet.
Lejer understøtter pumpeakslen radialt og aksialt og bibeholder dens justering inden for huset på tværs af hele spektret af hydrauliske og mekaniske belastninger. Kuglelejer håndterer radiale belastninger med lav friktion ved høje hastigheder og er standard i de fleste små og mellemstore centrifugalpumper. Rullelejer bærer tungere radiale belastninger i store industripumper. Tryklejer styrer den aksiale belastning, som hydraulisk tryk udøver på akslen. Lejefejl i pumpeapplikationer opstår oftest på grund af forurenet eller nedbrudt smøremiddel, fejljustering, ubalance i pumpehjulet eller drift i recirkulationszonen langt fra det bedste effektivitetspunkt, hvilket genererer høje radiale hydrauliske belastninger. Et leje, der svigter, producerer akselsving, som igen ødelægger den mekaniske tætning og accelererer yderligere lejeskader i en hurtig kaskade.
At forstå, hvordan og hvorfor pumpeaksler fejler, er udgangspunktet for både at forhindre fejl og diagnosticere årsagen, når de opstår. Blot at udskifte en defekt aksel uden at identificere og rette den underliggende årsag resulterer næsten altid i, at udskiftningsakslen fejler på samme måde, ofte hurtigere end originalen.
Når du specificerer eller vælger en udskiftningspumpemotoraksel, undgår du ved at bekræfte de korrekte specifikationer før bestilling dyre fejl og sikre, at udskiftningen fungerer lige så godt som eller bedre end originalen.
Akseldiameter ved hver funktion – lejepasninger, tætningsløbsområde, koblingsende, pumpehjulspasning – skal svare til den originale specifikation inden for den krævede toleranceklasse. Indvendige lejepasninger er typisk slibet til en interferensklasse (k5 eller m5 for roterende inderringe) for at forhindre gnav på akslen under cyklisk belastning. Tætningens løbeområdes diameter og finish skal svare til tætningsproducentens specifikation for den monterede tætning. akselsektioner med overdiameter vil ikke acceptere lejet eller tætningen; sektioner med underdiameter vil tillade lejet at rotere på akslen (fritring) og tillade tætningen at lække. Mål altid kritiske diametre på den fejlbehæftede aksel, og kontroller i forhold til OEM-specifikationen eller pumpeproducentens tegning.
Udskiftningsaksler bør købes som PSQ (Pump Shaft Quality) stanglager eller som præcisionsbearbejdede færdige dele. Skaftets rethed over dens fulde længde bør ikke overstige producentens specifikationer, typisk 0,001 til 0,002 tommer pr. fod skaftlængde. Overfladefinish i tætningsområdet skal være Ra 0,4 til 0,8 mikron (16 til 32 mikrotommer) eller som specificeret af tætningsproducenten. Grovere overfladebehandlinger fremskynder slid på tætningsfladen; for fine finish kan reducere tilbageholdelse af smørefilm i tætningsgrænsefladen, afhængigt af tætningsdesign. Overfladefinish ved lejers indre ringsæder bør også være Ra 0,4 til 0,8 mikron.
Udskiftningsakslen skal bruge samme materialekvalitet som originalen eller en kompatibel opgradering. Nedgradering af materialekvalitet - for eksempel udskiftning af en 17-4 PH aksel med en 316 aksel for at reducere omkostningerne - reducerer akslens drejningsmomentoverførende kapacitet og træthedsgrænse ved den diameter, hvilket potentielt resulterer i en aksel, der ikke kan opfylde applikationens driftskrav. Hvis akslen har svigtet gentagne gange på det samme sted, er opgradering til en højere styrkekvalitet (fra 316 til 17-4 PH, eller fra 416 til duplex 2205 i ætsende drift) en legitim teknisk reaktion, forudsat at koblings- og lejekomponenterne er i stand til at overføre det højere drejningsmoment, jo stærkere.
Kilesporsdimensionerne – bredde, dybde og længde – skal matche løbehjulets og koblingsnøglens specifikationer nøjagtigt. Nøgle-til-nøgle-pasning, der er for løs, tillader gnidning og stødbelastning ved kilesporets hjørner, som allerede er spændingskoncentrationspunkter og primære steder for udmattelsesrevneinitiering. Keyway-kanter skal have en lille radius i stedet for et skarpt hjørne; skarpe hjørner forstærker stresskoncentrationen og reducerer træthedslevetiden betydeligt. Koblingsenden af akslen skal også matche koblingsboringen, nøglen og fastholdelsessystemet (sætskrue, møtrik og skive eller interferenspasning) i det originale design.
Fenglan er Producent af elektriske præcisionsdele i Kina, Producenter af præcisionsdele til biler og Leverandører af industrielle præcisionsdele. Din pålidelige partner inden for fremstilling af dele og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatliv
Privatliv



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17