2026-04-21
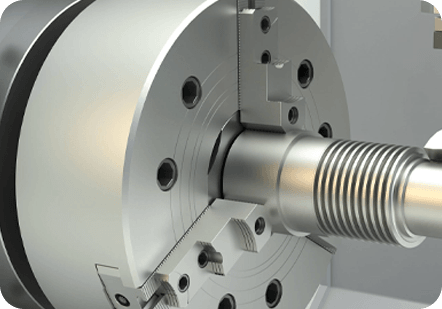
2026-04-21 En præcisionsmotoraksel er den centrale roterende komponent i en elektrisk motor - den cylindriske stang, der overfører drejningsmoment fra motorens rotor til den drevne belastning. Selvom beskrivelsen lyder ligetil, har ordet "præcision" en enorm ingeniørmæssig vægt. En præcisionsmotoraksel er ikke blot en drejet stålstang; det er en omhyggeligt dimensioneret, overfladebehandlet og tolerancestyret komponent, hvis geometriske nøjagtighed direkte bestemmer, hvor godt motoren yder, hvor længe den holder, og om det system, den driver, fungerer pålideligt.
I lavpræcisionsapplikationer kan akselunøjagtigheder maskeres af fleksible koblinger eller absorberes af kompatible monteringssystemer. Men i højhastighedsmotorer, servodrev, medicinsk udstyr, rumfartsaktuatorer og præcisionsinstrumentering omsættes selv mikronniveauafvigelser i akseldiameter, runout eller overfladefinish direkte til vibrationer, lejeslid, effekttab, støj og for tidlig fejl. Afstanden mellem en almindelig motoraksel og en præcisionsmotoraksel er ikke kun et spørgsmål om snævrere tal på en tegning - den afspejler fundamentalt forskellige fremstillingsprocesser, metrologisk praksis og materialevalgskriterier.
Denne artikel dækker alt, hvad ingeniører, indkøbsspecialister og produktdesignere skal forstå om præcisionsmotoraksler - fra materialevalg og fremstillingsmetoder til tolerancestandarder, overfladebehandling og fejlanalyse.
Materialevalg er grundlaget for præcisionsmotoraksel ydeevne. Det valgte materiale skal opfylde flere konkurrerende krav samtidigt: tilstrækkelig styrke til at overføre nominelt drejningsmoment uden at give efter, tilstrækkelig hårdhed til at modstå overfladeslid ved leje- og koblingsgrænseflader, bearbejdelighed, der gør det muligt at opnå snævre tolerancer økonomisk, og i mange tilfælde modstand mod korrosion, ekstreme temperaturer eller magnetiske interferenser.
Mellemkulstofstål såsom AISI 1045 og lavlegeret stål som AISI 4140 og 4340 er arbejdshestene i fremstilling af præcisionsmotoraksler. AISI 1045 tilbyder en god balance mellem styrke, sejhed og bearbejdelighed i normaliseret eller bratkølet-og-tempereret tilstand, hvilket gør den velegnet til generelle industrielle motoraksler i det lille til mellemstore effektområde. AISI 4140 - et chrom-molybdænlegeret stål - giver betydeligt højere trækstyrke, bedre udmattelsesbestandighed og forbedret hærdeevne, hvilket gør det til det foretrukne valg for aksler, der udsættes for kombineret bøjning og torsionsbelastning i krævende industrielle drev. AISI 4340 træder længere op ad styrkestigen og bruges, hvor der kræves maksimal kernesejhed sammen med høj overfladehårdhed, såsom i rumfartsmotoraksler og højcyklusservoapplikationer.
Hvor korrosionsbestandighed er et primært krav - fødevareforarbejdningsudstyr, marinemotorer, medicinsk udstyr, kemiske håndteringssystemer - er rustfri stålmotoraksler standardløsningen. Klasse 303 rustfrit stål giver god bearbejdelighed, men lavere styrke og korrosionsbestandighed end andre kvaliteter. Grade 316 giver overlegen korrosionsbestandighed i kloridmiljøer og er ofte specificeret til marine og kemiske applikationer. Martensitiske rustfrie stål som 17-4 PH (nedbørshærdet) kombinerer høj styrke med god korrosionsbestandighed og kan hærdes til krævende overfladehårdhedskrav, hvilket gør dem til et førsteklasses valg for højtydende præcisionsaksler i korrosive miljøer.
Titaniumlegeringer - især Ti-6Al-4V - er specificeret til præcisionsmotoraksler i rumfart, forsvar og højtydende motorsportsapplikationer, hvor vægtreduktion er en kritisk designdriver. Titaniums styrke-til-vægt-forhold er enestående, og dets naturlige korrosionsbestandighed eliminerer behovet for overfladebelægninger i de fleste miljøer. Afvejningen er væsentligt højere materialeomkostninger og mere krævende bearbejdningskrav, da titaniums lave termiske ledningsevne og tendens til at hærde kræver omhyggeligt værktøjsvalg, konservative skæreparametre og rigelig påføring af kølemiddel under bearbejdning.
I motorer, der bruges i MRI-udstyr, magnetiske indkodere eller videnskabelige præcisionsinstrumenter, skal akselmaterialets magnetiske permeabilitet minimeres for at forhindre interferens med det elektromagnetiske system. Austenitisk rustfrit stål (såsom 316L), visse aluminiumslegeringer og titanlegeringer er alle ikke-magnetiske muligheder, der bruges i disse specialiserede præcisionsmotoraksler. Omhyggelig materialecertificering og permeabilitetstest er standardpraksis i disse sektorer.
Tolerancespecifikationen er det, der adskiller en præcisionsmotoraksel fra en drejet del. Motoraksler interagerer med flere sammenkoblede komponenter - lejer, koblinger, tandhjul, remskiver, tætninger og rotorlamineringer - som hver især stiller sine egne dimensionelle og geometriske krav til akslen. At møde alle disse på samme tid, med nøjagtighed på mikronniveau, over hele skaftets længde er kerneudfordringen ved fremstilling af præcisionskafter.
Lejesæder er de mest tolerancekritiske zoner på enhver præcisionsmotoraksel. Rulningslejer kræver en interferenspasning på akslen for at forhindre indvendig ringkrybning under belastning - men for meget interferens risikerer at revne den indvendige ring under montering eller generere for stor forspænding, der reducerer lejets levetid. ISO-tolerancesystempasninger såsom k5, m5 og n5 (for let til kraftig interferens) er standard for lejetapdiametre, med faktiske diametertolerancer typisk i området ±2,5 til ±8 mikrometer afhængigt af akseldiameter og lejetype. At opnå disse tolerancer konsekvent i produktionen kræver cylindrisk slibning frem for drejning alene.
Total indiceret runout (TIR) - den totale variation i akseloverfladeposition i forhold til den sande rotationsakse - er måske den mest kritiske geometriske parameter på en præcisionsmotoraksel. Udløb ved rotormonteringszonen forårsager elektromagnetisk ubalance; udløb ved koblingsgrænseflader forårsager vibrationer og koblingsslid; udløb ved lejetappene forårsager dynamisk belastning, der reducerer lejets levetid eksponentielt. For højhastighedsmotorer over 3.000 RPM er akseludløbet ved lejetapperne typisk angivet til 5 mikrometer TIR eller bedre. For præcisionsservomotorer og spindelmotorer er udløbsspecifikationer på 1-2 mikrometer ikke usædvanlige.
En aksel, der ikke er lige, vil vibrere ved rotationsfrekvens, uanset hvor godt den er afbalanceret. Rethedstolerance på præcisionsmotoraksler - udtrykt som en maksimal afvigelse fra en perfekt lige linje over den fulde aksellængde - er typisk specificeret til 0,01 til 0,05 mm pr. 300 mm aksellængde for industrimotorer og 0,005 mm eller bedre for højpræcisionsservo- og spindelapplikationer. Cylindricitet - kombinationen af rundhed, rethed og tilspidsning af en cylindrisk overflade - er lige så vigtig ved lejetapzoner, hvor enhver ude af rund tilstand genererer vibrationer ved frekvenser, der er proportionale med antallet af rulleelementer pr. omdrejning.
Overfladeruhed ved lejetapper er specificeret i Ra-værdier (aritmetisk middelruhed), typisk Ra 0,4 til Ra 0,8 µm for standard industrimotoraksler og Ra 0,1 til Ra 0,4 µm for præcisionsservo- og højhastighedsspindelmotorer. Ved tætningskontaktzoner skal overfladeruheden være inden for et snævert område - for ru og tætningslæben slides for tidligt; for glat, og smørefilmen nedbrydes. De fleste tætningsproducenter specificerer en overfladefinish på Ra 0,2 til Ra 0,8 µm med en specifik lægningsretning (periferisk snarere end aksial) ved tætningskontaktflader.
Opnåelse af de ovenfor beskrevne tolerancer kræver en omhyggeligt sekventeret fremstillingsproces, hvor hver operation bygger på det sidste, og den termiske og mekaniske tilstand af emnet styres hele vejen igennem. En typisk fremstillingssekvens for præcisionsmotoraksel involverer flere faser, hver med et specifikt formål.
Præcisionsmotorakselproduktion begynder med verificeret stangbeholdning eller smedning - materialecertificeringer, der bekræfter kemisk sammensætning, mekaniske egenskaber og ultralydsinspektionsresultater, er standard i rumfart og medicinske applikationer. Den indledende drejning på en CNC-drejebænk fjerner hovedparten af overskydende materiale, etablerer zoner med større diameter og bearbejder centerhuller i hver ende. Disse centerhuller er referencen for alle efterfølgende slibeoperationer og skal selv være nøjagtigt placeret og dannet - et beskadiget eller excentrisk centerhul udbreder geometriske fejl gennem hver nedstrøms proces.
For aksler, der kræver overfladehårdhed ved lejetapper eller kilesporzoner - størstedelen af præcisionsmotoraksler - følger varmebehandlingen grovdrejning. Gennemhærdning (slukning og temperering) forbedrer kernestyrken og sejheden. Beholderhærdningsprocesser såsom karburering, carbonitrering eller induktionshærdning skaber et hårdt overfladelag (typisk 58-62 HRC) over en sej kerne, hvilket giver fremragende slidstyrke og udmattelseslevetid ved kritiske grænseflader uden at gøre hele skaftet skørt. Induktionshærdning er især almindelig på præcisionsmotoraksler, fordi den kan anvendes selektivt til zoner med specifikke diameter med minimal forvrængning - selvom enhver varmebehandling forårsager en vis akselforvrængning, der skal tages højde for i efterfølgende slibegodtgørelser.
Cylindrisk slibning - både mellem centre og centerløs - er den operation, der opnår de endelige diametertolerancer, overfladefinish og geometrisk nøjagtighed på en præcisionsmotoraksel. Mellem centre slibning, hvor akslen er understøttet på dets nulpunkts-centerhuller og roteret mod en slibeskive, foretrækkes for at opnå de strammeste udløbs- og koncentricitetsspecifikationer, fordi alle diametre er slebet fra et fælles datum. Slibningsprocessen fjerner kun 0,05 til 0,3 mm materiale i omhyggeligt kontrollerede passager, med hjulafdækning, måling i processen og kølevæskestyring, der alle bidrager til at opnå ensartede resultater på tværs af en produktionsbatch.
Efter at slibningen har etableret de primære diametre, bearbejdes sekundære funktioner - kilespor, krydshuller, gevindende endeboringer, splines og flade - ved hjælp af fræsning, brobning eller slibning. Sekvensen betyder noget: funktioner skåret efter slibning undgår at indføre den termiske og mekaniske forvrængning, som ville kræve genslibning, men de skal placeres nøjagtigt i forhold til de allerede slebne diametre. Kilesporspositionstolerance i forhold til akslens midterlinje styres typisk til inden for ±0,05 mm eller bedre på præcisionsmotoraksler for at sikre korrekt nøgle- og koblingsopretning.
Præcisionsmotoraksler er 100 % inspiceret i forhold til deres tegningsspecifikationer inden afsendelse i de fleste præcisionsapplikationer. Inspektionsmetoder omfatter måling af bænkmikrometer og luftmåler for diametertolerancer, CMM (koordinatmålemaskine) måling for geometriske tolerancer og funktionspositioner, kontrol af V-blok og måleurindikatorer og overfladeprofilometermåling for Ra-værdier. For rumfarts- og medicinske skakter kræves fulddimensionelle rapporter med faktiske måleværdier - ikke kun beståede/ikke-beståede resultater - for sporbarhedsregistreringer.

Ud over basismaterialet og den bearbejdede geometri kan overfladebehandlinger på præcisionsmotoraksler forbedre deres ydeevne betydeligt i specifikke driftsmiljøer. Den rigtige overfladebehandling forlænger akslens levetid, reducerer friktionen, forhindrer korrosion og gør i nogle tilfælde, at akslen opfylder specifikationer, som basismaterialet alene ikke kan opnå.
| Behandling | Proces | Hovedfordel | Typisk anvendelse |
| Hård forkromning | Elektrodeposition af krom | Høj overfladehårdhed, slid- og korrosionsbestandighed | Hydrauliske motorer, marinedrev |
| Elektrofri nikkel | Kemisk nikkelaflejring | Ensartet belægning, korrosionsbestandighed, moderat hårdhed | Fødevareforarbejdning, kemiske motorer |
| Sort Oxid | Kemisk omdannelsesbelægning | Mild korrosionsbestandighed, reducerer lysrefleksion | Generelle industrimotorer |
| Nitrocarburizing (ferritisk) | Diffusion af N og C til overfladen | Hårdt sammensat lag, træthed og slidstyrke | Højcyklus servo- og trækmotorer |
| DLC belægning | Diamantlignende carbon PVD/CVD | Ekstrem hårdhed, meget lav friktionskoefficient | Aerospace, højhastigheds præcisionsspindler |
| Fosfatering | Kemisk fosfat omdannelse | Forbedrer malingens vedhæftning, mild korrosionsbeskyttelse | Generelle formål, opbevaringsbeskyttelse |
En kritisk overvejelse med enhver overfladebelægning på en præcisionsmotoraksel er dimensionspåvirkning. Hård forkromning og strømløs nikkel tilføjer målbar tykkelse til akseloverfladen - typisk 0,005 til 0,05 mm pr. side - hvilket skal tages i betragtning ved at slibe akslens undermål før belægning, derefter efterbelægningsslibning eller lapning til endelige dimensioner. Diffusionsbehandlinger som nitrokarburering og ferritisk nitrokarburering tilføjer minimale dimensionsændringer (typisk mindre end 0,002 mm) og kræver derfor normalt ikke efterbehandlingsslibning.
Præcisionsmotoraksler er ikke simple ensartede cylindre. De inkorporerer en række designet funktioner, der tjener specifikke funktionelle formål, og hvis geometri skal kontrolleres omhyggeligt under fremstillingen.
Lejetapper er de akselzoner, hvor rulleelement eller glidelejer er monteret. De er slebet til præcise diametertolerancer (typisk h5, k5 eller m5 ISO-pasninger), specifikke overfladeruhedsværdier og stramme cylindricitets- og udløbsspecifikationer. Skuldre, der støder op til lejetappene, giver aksial placering af lejets indre ring. Skulderradius skal kontrolleres omhyggeligt — en for skarp radius skaber en spændingskoncentration, der starter udmattelsesrevner; for stor radius forhindrer lejets inderring i at sidde helt mod skulderfladen.
Keyways er rektangulære slidser bearbejdet ind i akslen for at acceptere en nøgle, der låser et gear, en remskive eller en kobling til akslen til momentoverførsel. Kilesporsbredde og -dybdetolerancer, position i forhold til akslens midterlinje og overfladefinish ved kilesporsflankerne påvirker alle nøgleleddets sikkerhed og levetid. Splines - i det væsentlige flere kilespor arrangeret rundt om akselomkredsen - bruges, hvor der kræves højere drejningsmomenttransmission, selvcentrering eller forskydeligt indgreb. Involutte splines er den mest almindelige form på præcisionsmotoraksler og er kogte eller slebet til DIN- eller ANSI-standardtandprofiler.
Mange præcisionsmotoraksler inkorporerer gevindsektioner i den ene eller begge ender til lejer med møtrik, encodermontering eller ventilatorfastgørelse. Gevindkvalitet - klasse af pasform, stigningsnøjagtighed og overfladefinish på gevindflankerne - påvirker den opnåelige klemkraft og modstanden mod gevindtræthed under vibrationer. Til kritiske motorakselapplikationer foretrækkes valsede gevind (i stedet for afskårne gevind), fordi rulning inducerer gavnlige kompressionsrestspændinger, der væsentligt forbedrer udmattelseslevetiden ved gevindroden.
Drivenden af en præcisionsmotoraksel - den sektion, der rager ud fra motorhuset og forbindes til den drevne belastning - er typisk fremstillet efter IEC- eller NEMA-standarddimensioner for udskiftelighed. Diametertolerancen, længden, notgeometrien og akselendens affasning er alle standardiserede, hvilket gør det muligt for motoraksler fra forskellige producenter at passe sammen med den samme kobling eller gearkasseindgang. Tilpassede motorakseludvidelser er også almindelige i OEM-applikationer, hvor standardakseldimensionerne ikke matcher det drevne udstyrs krav.
At forstå, hvordan og hvorfor præcisionsmotoraksler svigter, er afgørende for både fejlundersøgelse og forebyggende design. De fleste akselfejl i drift falder ind under et lille antal tilbagevendende kategorier, hver med identificerbare grundårsager, som kan løses gennem design, materialevalg eller forbedringer i fremstillingsprocessen.
Præcisionsmotoraksler er designet og fremstillet efter en række industristandarder, der definerer dimensionskrav, materialespecifikationer og kvalitetspraksis. Kendskab til de relevante standarder hjælper ingeniører med at specificere aksler korrekt og evaluere leverandørens overholdelse.
Indkøb af præcisionsmotoraksler - hvad enten det er som specialfremstillede komponenter eller som reservedele til eksisterende motorer - kræver, at leverandørens kapacitet evalueres i forhold til de specifikke krav til din applikation. Ikke alle producenter af præcisionskafter er lige, og den billigste løsning leverer sjældent den dimensionelle konsistens og sporbarhed, som krævende applikationer kræver.
Spørg potentielle leverandører, hvilket slibeudstyr de bruger, hvad deres påviste proceskapacitet (Cpk-værdier) er for lejetapdiametre ved din specificerede tolerance, og om de udfører måling under slibning eller først afsluttende inspektion efter færdiggørelse. Leverandører, der anvender moderne CNC-cylindriske slibemaskiner med automatisk måling under processen og SPC-kortlægning efter proces, er væsentligt mere i stand til at levere ensartede præcisionsresultater end dem, der er afhængige af manuel slibning med hjulfremføring med kun efter-procesmåling.
Bekræft, at leverandøren har kalibreret måleudstyr, der passer til de tolerancer, der inspiceres - luftmålere eller højopløsningsbænkmikrometre til snævre diametertolerancer, CMM-kapacitet til geometriske tolerancer og funktionspositioner og overfladeprofilometre til ruhedsmåling. Kalibreringscertifikater, der kan spores til nationale standarder (NIST, PTB, NPL), bør være tilgængelige efter anmodning. For første artikelinspektion eller kritiske produktionspartier skal du anmode om en fuld dimensionsrapport med faktiske målte værdier i stedet for et simpelt overensstemmelsescertifikat.
Til rumfarts-, medicinske og sikkerhedskritiske applikationer skal enhver præcisionsmotoraksel kunne spores tilbage til et specifikt materialevarme- eller lotnummer, med det tilsvarende møllecertifikat, der bekræfter den kemiske sammensætning og mekaniske egenskaber. Sørg for, at din leverandørs kvalitetssystem fanger denne sporbarhed fra indgående materialemodtagelse til den endelige inspektion og forsendelsesregistreringer. Huller i materialesporbarhed er et almindeligt fund i leverandøraudit og kan resultere i dyre karantæne- og omarbejdningshandlinger, hvis de opdages, efter at dele er i brug.
En leverandør med erfaring i fremstilling af præcisionsmotoraksler til servodrev forstår de krav til udløb og overfladefinish, som disse applikationer kræver. En leverandør med speciale i store industrielle motoraksler kan have den rette slibekapacitet, men mangler erfaring med de snævrere tolerancer, der er typiske for servoapplikationer. Anmod om applikationsspecifikke referencer, spørg om deres erfaring med de materialer og varmebehandlingsprocesser, dine aksler kræver, og anmod om muligt prøvedele til første artikelinspektion, før du forpligter dig til produktionsvolumener.
Fenglan er Producent af elektriske præcisionsdele i Kina, Producenter af præcisionsdele til biler og Leverandører af industrielle præcisionsdele. Din pålidelige partner inden for fremstilling af dele og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatliv
Privatliv



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17