2026-03-16
2026-03-16 En præcisionsmotoraksel er den mekaniske udgangskomponent af en elektrisk motor - det roterende cylindriske element, der overfører drejningsmoment fra motorens rotor til den drevne belastning gennem koblinger, tandhjul, remskiver, tandhjul eller direkte interferenspasningsforbindelser. Ordet "præcision" i denne sammenhæng er ikke en markedsføringskvalifikation; det refererer til de snævre dimensionstolerancer, krav til geometrisk nøjagtighed og overfladefinishspecifikationer, der adskiller en præcisionsmotoraksel fra en standard kommerciel aksel. I applikationer lige fra medicinsk udstyr og laboratorieinstrumenter til servodrev, robotteknologi og rumfartsaktuatorer, bestemmer akslens dimensionelle nøjagtighed direkte systemets ydeevne - lejepasningskvalitet, koblingskoncentricitet, vibrationsniveauer, rotationsnøjagtighed og i sidste ende pålideligheden af hele den drevne enhed.
Selv små afvigelser fra specificeret akselgeometri kan føre til alvorlige problemer på systemniveau. En akseldiameter, der er 0,01 mm overstørrelse, vil medføre, at et prespasningsleje bliver overspændt under montering og kan revne den indvendige løbebane. En aksel med 0,005 mm udløb på lejetappen vil pålægge en cyklisk belastning på lejet ved akselrotationsfrekvens, hvilket dramatisk reducerer dets L10-levetid. En aksel med forkert overfladeruhed på lejesædet - for ru - vil mikrosvejse til lejets indre løbebane under drift, hvilket gør demontering ødelæggende. Det er ikke kantsager; de er de rutinemæssige konsekvenser af at indkøbe motoraksler til utilstrækkelige præcisionskvaliteter og forstå, hvad der gør en præcisionsmotoraksel virkelig præcis er afgørende for enhver, der specificerer, indkøber eller designer med disse komponenter.
En præcisionsmotoraksel er ikke en simpel cylinder - den er en bearbejdet komponent med flere funktioner, hvor hver zone er designet til at interagere med en specifik sammenkoblingskomponent, og hver grænseflade pålægger sine egne dimensionelle, geometriske og overfladefinishkrav. At forstå funktionen af hver funktion hjælper med at skrive specifikationer og evaluere leverandørens kapacitet.
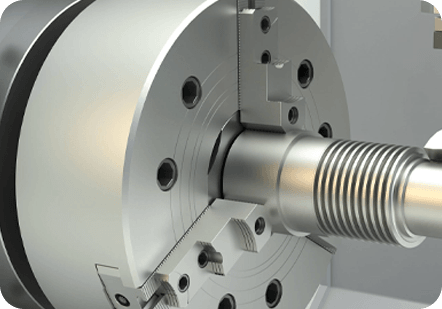
Lejetapperne er de cylindriske sektioner af akslen, der sidder inde i motorens rulleelement eller glidelejer. Disse er typisk de mest dimensionelt kritiske sektioner af hele akslen. Tappens diameter skal holdes til en snæver tolerance - typisk IT5- eller IT6-kvalitet i henhold til ISO 286, hvilket svarer til tolerancer på ±0,003 mm til ±0,008 mm på diametre fra 5 mm til 50 mm - for at opnå den korrekte lejepasning. En frigangspasning bruges til lejer, der skal presses på akslen med håndkraft eller let værktøj (overgangspasning), mens der anvendes en interferenspasning, hvor lejets indre løbebane skal være forsvarligt låst til akslen for at forhindre krybning under belastning. Overfladeruhed på lejetapper er specificeret til Ra 0,4 µm til Ra 0,8 µm for rullelejer og Ra 0,2 µm eller finere for almindelige hydrodynamiske lejer, hvor overfladefinish direkte påvirker oliefilmdannelsen, der understøtter akslen.
Udgangs- eller drivenden af en præcisionsmotoraksel er den sektion, der forbinder til lasten - gennem et nøglenav, notkobling, tandhjul, remskive, encoderskive eller andet kraftoverførselselement. Nøglebaner bearbejdet i akslen giver en positiv rotationsdrevforbindelse, der overfører drejningsmoment uden at være afhængig af interferens alene. Splinede akselender - både evolvente og ligesidede profiler - fordeler drejningsmomentet på tværs af flere kontaktpunkter, hvilket giver højere momentkapacitet og bedre fejljusteringstolerance end enkelte kilespor. Præcisionsslebne koniske akselender bruges i applikationer, der kræver nem montering og adskillelse af nav uden en nøgle, hvor tilspidsningsvinklen skaber en selvlåsende eller udløselig interferenspasning afhængig af anvendelsen af en aksial spændemøtrik. Gevindegenskaber ved akselenden holder koblingsnav, encoderskiver eller endehætter mod aksiale belastninger.
I de fleste elektriske motordesigns er rotorlamineringsstakken eller permanentmagnetenheden interferensmonteret direkte på motorakslen. Rotormonteringszonen skal have en præcis styret diameter for en specifik interferenspasning, der giver tilstrækkelig drejningsmomentoverførsel uden at få rotorlamineringerne til at revne under prespasning. I højhastighedsmotorer skal rotor-til-aksel-interferensen også modstå rotorens centrifugaludvidelse ved maksimal hastighed - hvis interferensen er utilstrækkelig, kan rotoren løsne sig ved hastighed, hvilket forårsager katastrofal ubalance. Rundheden af rotormonteringszonen påvirker direkte den dynamiske balancekvalitet, der kan opnås efter rotormontering: En ude af rund aksel introducerer en excentricitetsfejl i rotormassefordelingen, som ikke kan korrigeres fuldt ud ved efterfølgende afbalancering.
Diameterovergange mellem akselsektioner skaber skuldre, der aksialt placerer lejer, rotorer og andre komponenter langs akslen. Disse skulders firkantethed i forhold til akselaksen - vinkelrethedstolerance - bestemmer, hvor firkantet lejer og rotorer sidder, hvilket påvirker forspænding og aksial justering. Underskårne riller ved bunden af skuldrene og i enderne af jordsektioner aflaster spændingskoncentrationen skabt af bratte diameterændringer, hvilket væsentligt forbedrer akslens udmattelseslevetid under cykliske torsions- og bøjningsbelastninger. På højcykliske præcisionsmotoraksler er disse underskårne radier og deres overfladefinish lige så vigtige for levetiden som akslens samlede materialestyrke.
Materialevalg til en præcisionsmotoraksel involverer afbalancering af bearbejdelighed og slibbarhed (hvilket bestemmer opnåelig dimensionspræcision), mekanisk styrke og udmattelsesmodstand (som bestemmer belastningsbæreevne og levetid), magnetiske egenskaber (kritiske i applikationer, hvor akslen passerer gennem motorens magnetiske kredsløb) og korrosionsbestandighed, vådmiljø eller kemiske anvendelser (til aggressive, kemiske applikationer).
| Material | Typisk karakter | Nøgleegenskaber | Fælles ansøgning |
| Kulstofstål | C45, 1045, S45C | God styrke, bearbejdelig, lav pris | Generelle industrimotorer, HVAC, pumper |
| Legeret stål | 42CrMo4, 4140, SCM440 | Høj styrke, træthedsbestandig, varmebehandles | Servomotorer, drev med højt drejningsmoment, gearkasseudgange |
| Kassehærdende stål | 16MnCr5, 8620 | Hård overflade, sej kerne, slidstærk | Aksler med integrerede tandhjul, slidstærke aksler |
| Rustfrit stål | 303, 316, 17-4PH | Korrosionsbestandig, ikke-magnetisk (austenitisk) | Medicinsk udstyr, fødevareforarbejdning, marinemotorer |
| Titanium legering | Ti-6Al-4V | Høj styrke-til-vægt, ikke-magnetisk, korrosionsbestandig | Luftfartsaktuatorer, MRI-kompatible motorer |
| Aluminiumslegering | 7075-T6, 6061-T6 | Letvægts, ikke-magnetisk, god bearbejdelighed | Små højhastighedsmotorer, UAV-drev, robotteknologi |
Mange præcisionsmotorakselmaterialer er varmebehandlet for at udvikle de nødvendige mekaniske egenskaber - bratkøling og hærdning af legeret stål for at opnå trækstyrke på 900-1.200 MPa, karburering af lavlegerede stål for at opnå en hård slidbestandig overflade med en sej kerne eller nitrering for at opnå et ekstremt hårdt overfladelag. Rækkefølgen af varmebehandling og præcisionsslibning er kritisk: varmebehandling forårsager dimensionsforvrængning, som skal korrigeres ved efterfølgende slibning. Præcisionsmotoraksler er typisk råbearbejdede, varmebehandlede, rettede om nødvendigt og derefter præcisionsslebet til endelige dimensioner. Slutslibning efter varmebehandling - ikke før - er den eneste pålidelige måde at opnå både de nødvendige mekaniske egenskaber og de snævre dimensionelle tolerancer for en præcisionsmotoraksel på samme tid.
Tolerancespecifikation er det tekniske hjerte i præcisionsmotorakseldesign. For løst, og akslen kan ikke udføre sin tilsigtede funktion; unødigt stramt, og fremstillingsomkostningerne eskalerer uden fordel. At forstå, hvilke tolerancer der betyder mest for hver funktion, og hvilke værdier der er passende til forskellige applikationer og hastigheder, er det, der adskiller en velspecificeret præcisionsmotorakseltegning fra en, der enten er underspecificeret eller upraktisk tæt.
Skaftdiametre er specificeret ved hjælp af ISO 286-tolerancesystemet, som definerer både tolerancegraden (IT-grad, der angiver den samlede tolerancebåndsbredde) og den grundlæggende afvigelse (et bogstav, der angiver tolerancebåndets position i forhold til den nominelle dimension). For præcisionsmotoraksellejetapper er typiske specifikationer k5 eller k6 for lejer, der kræver en let interferenspasning, og h5 eller h6 for lejer, der er samlet med en overgangs- eller letafstandspasning. På en 20 mm lejetap svarer k5-tolerancen til et diameterområde på 0,002 mm til 0,011 mm - et samlet tolerancebånd på kun 9 mikrometer. For at opnå dette konsekvent i produktionen kræver det cylindrisk slibning med præcis maskin- og forbindingskontrol og 100 % dimensionel verifikation efter slibning ved hjælp af kalibrerede boringsmålere eller luftmålere med opløsning på 0,001 mm eller bedre.
Lejetappens rundhed (cirkularitet) - afvigelsen af ethvert tværsnitsprofil fra en perfekt cirkel - er typisk angivet til 50 % eller mindre af diametertolerancen for præcisionsmotoraksler. For en k5-tap med en 9µm diametertolerance er rundhed på 4-5µm et typisk krav. Cylindricitet - den kombinerede variation af rundhed og rethed langs lejetappens længde - er det mere krævende krav til lange lejesæder, hvilket sikrer, at lejet passer ensartet langs hele dets bredde. Rundhed og cylindricitet måles på en præcisionsrundhedsmålingsmaskine (såsom en Taylor Hobson Talyrond) ved hjælp af en kontaktsonde, der kortlægger den faktiske overfladegeometri mod den ideelle cirkulære form.
Runout er den mest præstationskritiske geometriske tolerance for præcisionsmotoraksler, fordi den direkte genererer de vibrations- og lejebelastninger, der begrænser motorhastighed, støj og levetid. Total angivet udløb (TIR) — målt ved at rotere akslen mellem centre og måle den totale afbøjning af måleurindikatoren ved en specificeret diameter — kombinerer rundhedsfejl og koaksialitetsfejl (forskydning mellem den målte funktions akse og datum-aksen) til en enkelt måling. For præcisionsmotoraksler i servo- og præcisionsbevægelsesapplikationer er TIR på udgangsendetappen i forhold til lejetapperne typisk angivet til 0,005 mm til 0,015 mm. Ved 3.000 RPM genererer en TIR på 0,01 mm en centrifugal excitationskraft, der afhængigt af akslen og rotormassen kan producere vibrationsamplituder en størrelsesorden højere end selve excentriciteten, hvilket hurtigt forringer lejernes levetid og kompromitterer positionsnøjagtigheden i servosystemer med lukket sløjfe.
Forskellige zoner af en præcisionsmotoraksel kræver forskellige overfladeruhedsværdier, og angivelse af en enkelt overfladeruhed for hele akslen er en almindelig underspecifikationsfejl. Lejetapper kræver Ra 0,4–0,8 µm for kugle- og rullelejer og Ra 0,1–0,4 µm for glidelejer. Tætningskontaktflader (hvor en læbetætning eller labyrinttætning kommer i kontakt med akslen) kræver Ra 0,2-0,4 µm jord i akselrotationsretningen, med strenge grænser for bly (spiralformede slibemærker, der kan pumpe smøremiddel forbi tætningen). Rotormonteringszoner er typisk specificeret til Ra 0,8–1,6 µm - lidt ru overflader kan faktisk forbedre momentfastholdelsen af interferenspasninger ved at give mikromekanisk sammenlåsning mellem aksel- og boringsflader. Keyway- og splineoverflader efterlades typisk ved Ra 1,6–3,2 µm fra fræse- eller rømmeoperationer, da disse overflader overfører belastning gennem formkontakt i stedet for at være afhængig af overfladekvaliteten for deres funktion.
For at opnå de tolerancer, der kræves til præcisionsmotorakselapplikationer, kræver det en omhyggeligt sekventeret fremstillingsproces, hvor hver operation opstiller betingelserne for den næste. At springe over eller genveje et hvilket som helst trin i proceskæden resulterer pålideligt i aksler, der ikke opfylder specifikationerne, opdaget enten under indgående inspektion eller - dyrere - under montering eller tidligt i service.
CNC-drejning på en præcisionsdrejebænk etablerer den grundlæggende akselgeometri - alle diametre, længder, skuldre, underskæringer og tilspidsninger - med et materialetilskud på 0,1 mm til 0,3 mm på jordoverflader til efterfølgende cylindrisk slibning. Centerhuller boret i begge akselender på dette trin bliver referencedatum for alle efterfølgende slibe- og inspektionsoperationer. Nøjagtigheden af disse centerhuller - deres koncentricitet, dybde og overfladefinish - bestemmer direkte den nøjagtighed, der kan opnås ved efterfølgende slibning, fordi akslen roterer på disse centre gennem alle jordoperationer. Præcisionscenterboring på en CNC-drejebænk med et strømførende center og omhyggelig maskinopsætning er ikke en triviel operation på en præcisionsmotoraksel; det er det grundlag, som al efterfølgende nøjagtighed afhænger af.
Cylindrisk slibning er den definitive fremstillingsproces for præcisionsmotorakseltapper og lejesæder. Akslen er monteret mellem præcisionscentre på slibemaskinen og roteres langsomt, mens en højhastighedsslibeskive krydser akseloverfladen og fjerner 0,002–0,005 mm pr. gennemløb i afsluttende snit for at opnå den endelige diameter, rundhed, cylindricitet og overfladefinish. Moderne CNC cylindriske slibemaskiner opnår diameter repeterbarhed på ±0,001 mm eller bedre, når de vedligeholdes korrekt og termisk stabiliserede, og en overfladeruhed på Ra 0,1-0,4 µm rutinemæssigt. Måling efter proces - måling af akseldiameteren automatisk mellem slibegangene ved hjælp af en procesmåler monteret på maskinen - eliminerer dimensionsvariationen, der indføres af termisk ekspansion og slid på slibeskiven, og opretholder størrelseskonsistens på tværs af produktionsbatcher uden manuel indgriben.

Kilespor fræses ind i akslen før den endelige slibning for at undgå at indføre spændingskoncentrationer ved kilesporets kanter, der kan forårsage mikrorevner under kontakt med slibeskiven. Splines på præcisionsmotoraksler fremstilles ved hobbing, fræsning eller koldvalsning - koldvalsede splines har den yderligere fordel af kompressionsrestspændinger fra valseprocessen, der forbedrer udmattelsesmodstanden sammenlignet med bearbejdede splines. Gevind ved akselender skæres eller rulles efter den endelige slibning for at undgå at forstyrre jordoverfladerne. Gevindrulning - ved at presse gevindformen ind i akseloverfladen i stedet for at skære den - giver stærkere gevind med trykoverfladespændinger og foretrækkes frem for gevindskæring på præcisionsmotoraksler, hvor gevindudmattelseslevetiden er et problem.
At forstå, hvordan præcisionsmotoraksler fejler i drift - og hvorfor - er lige så vigtigt for designeren og leverandøren som at forstå, hvordan de er lavet. De fleste præcisionsmotorakselfejl kan spores til en af et lille antal grundlæggende årsager, som, når de først er identificeret, er ligetil at løse gennem design, materialevalg eller ændringer i fremstillingsprocessen.
En komplet præcisionsmotorakselspecifikation kommunikerer utvetydigt til producenten - hvad enten det er et internt produktionsanlæg eller en ekstern leverandør - præcis, hvad der kræves, og hvordan overensstemmelsen vil blive verificeret. Ufuldstændige specifikationer er den mest almindelige årsag til, at ikke-overensstemmende aksler bliver leveret og accepteret, kun for at problemet dukker op under motorsamling eller tidligt i drift. Følgende elementer skal være eksplicit defineret i enhver præcisionsmotorakselspecifikation.
Ingeniører og indkøbsteams, der indkøber præcisionsmotoraksler, står over for et trevejsvalg mellem at købe standard katalogpræcisionsaksler, bestille specialfremstillede aksler til en specifik tegning eller indkøbe OEM-erstatningsaksler fra motorproducenter. Hver mulighed har forskellige omkostninger, leveringstid og minimumsordremængdeprofil, og det rigtige valg afhænger af applikationens volumenkrav, hvor tæt et standardprodukt matcher specifikationen, og om skaftet er en reservedel eller en ny designkomponent.
Præcisionsslebet skaft – leveres i standardlængder og diametre med garanteret h6- eller g6-diametertolerance og rethed under 0,02 mm pr. 300 mm – er tilgængelig fra leverandører af aksel- og lineære bevægelseskomponenter i kulstofstål, rustfrit stål og kassehærdet stål. Denne mulighed er passende, når akselgeometrien er enkel (konstant diameter eller trinvist med standardintervaller), den påkrævede tolerance matcher katalogproduktets specifikation, og sekundære operationer (kilesporfræsning, gevindskæring, boring) kan udføres internt eller af en lokal maskinmester. Den væsentlige fordel er øjeblikkelig tilgængelighed uden værktøjsomkostninger eller gennemløbstid for tilpasset bearbejdning - vigtigt for prototyping, reparation og lavvolumenproduktion.
For motorakselgeometrier med specifikke egenskaber - integrerede tandhjulstænder, splines, flere præcisionstaper ved specificerede udløbsforhold, tilspidsede ender eller specielle materialer - er skræddersyet bearbejdning fra en præcisionsakselproducent den passende rute. Specialskakter fremstilles efter kundens tegning og gennemgår inspektion efter de angivne acceptkriterier inden levering. Ledetider for tilpassede præcisionsmotoraksler spænder typisk fra 2-6 uger for standardmaterialer i moderate mængder, med længere leveringstider for eksotiske materialer, varmebehandlingssekvenser med lange ovncyklusser eller meget snævre tolerancer, der kræver flere slibe-og-mål iterationer. Når du afgiver en specialtilpasset skaktordre, er levering af en komplet og utvetydig tegning den vigtigste enkeltfaktor for at modtage overensstemmende dele ved den første levering - tvetydige tegninger genererer fortolkningsfejl, anmodninger om afklaring, der forlænger leveringstiden, og aksler, der er i overensstemmelse med tegningen, men ikke-egnet til formålet, som teknisk set er kundens ansvar.
Ikke alle maskinværksteder, der hævder at producere præcisionsmotoraksler, har udstyr, processtyring og målekapacitet til konsekvent at opnå IT5- eller IT6-diametertolerancer, under-5 µm runout og Ra 0,4 µm overfladefinish i produktionen. Før du kvalificerer en ny leverandør af præcisionsaksel, skal du verificere følgende: slibemaskineflåden og dens alder og vedligeholdelsestilstand; det metrologiudstyr, der er tilgængeligt for inspektion (rundhedsmålingsmaskine, CMM eller præcisionsbænkcentre med måleur, overfladeprofilometer og deres kalibreringsstatus); leverandørens procesdokumentation og certificering af kvalitetsstyringssystem (ISO 9001 som minimum, IATF 16949 for præcisionsaksler til biler); og deres vilje til at levere første-artikel inspektionsrapporter (FAIR'er) med faktiske målte værdier - ikke kun bestået/ikke bestået stempler - for alle kritiske karakteristika på indledende prøver. En leverandør, der er tilbageholdende med at give faktiske måledata på de første artikler, fortæller dig noget vigtigt om, hvordan de styrer deres produktionskvalitet.
Fenglan er Producent af elektriske præcisionsdele i Kina, Producenter af præcisionsdele til biler og Leverandører af industrielle præcisionsdele. Din pålidelige partner inden for fremstilling af dele og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatliv
Privatliv



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17