2025-11-18
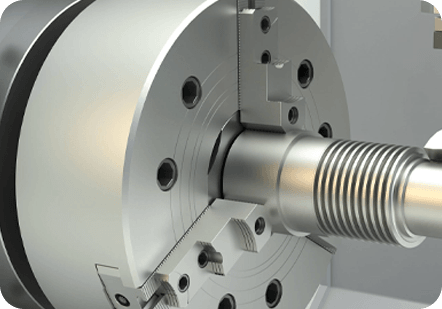
2025-11-18 At vælge det rigtige materiale til en elektrisk motor aksel styrer styrke, udmattelseslevetid, bearbejdelighed, korrosionsbestandighed og omkostninger. Almindelige akselmaterialer omfatter AISI 1045 (mellem kulstofstål), 4140/4340 (legeret stål for højere styrke), rustfri kvaliteter som 304/316 til korrosive miljøer og nogle gange ikke-jernholdige legeringer (bronze eller aluminium) til lavbelastning eller vægtfølsomme applikationer. Til højhastigheds- eller højcyklusapplikationer er bratkølede og hærdede legeringsstål som 4140 ofte specificeret og overfladehærdet for at modstå slid på leje- og tætningsgrænseflader.
Akseldiameteren er valgt for at tilfredsstille bøjnings- og vridningsspændinger med passende sikkerhedsfaktorer. Brug kombinerede belastningsformler (superposition af bøjning og torsion) og estimeringer af udmattelseslevetid (Miner's rule eller S–N-kurver), når der er cykliske belastninger. Nøgle designaspekter omfatter aksellængde for lejer, skulderplaceringer og overgange, der minimerer stresskoncentrationer.
Nøglebaner er almindelige for drejningsmomentoverførsel, men introducerer stressstigninger. Minimer dybden, brug fileterede ender, og overvej koniske eller splinede forbindelser for højt drejningsmoment. Splines fordeler forskydning over et større område og er at foretrække til kraftige transmissioner; dog kræver de strammere produktions- og inspektionskontrol.
Vælg interferens-, overgangs- eller frigangspasninger afhængigt af monteringsmetode og belastning. Typiske eksempler: H7/k6 for krympepasninger, H7/g6 for prespasninger. For roterende komponenter, der er udsat for termisk ekspansion, skal der tages højde for differentiel vækst - brug kun interferenspasninger, når monterings- og demonteringsprocedurer (varme eller hydraulisk presse) er tilgængelige.
Bearbejdningsprocesser (drejning, slibning, broching for nøgler/splines) bestemmer opnåelige tolerancer og overfladefinish. Kritiske lejetapper og tætningsflader kræver typisk slebet finish med Ra-værdier ofte under 0,8 µm afhængigt af lejetype. Overfladebehandlinger - induktionshærdning, nitrering, karburering eller forkromning - øger slidstyrken ved kontaktområder, mens den bevarer en sej kerne for at modstå stød.
Præcis koncentricitet og minimal udløb er afgørende for rotorens balance og lejelevetid. Tolerancer bør specificeres for akseldiameter (f.eks. Ø30 H7), aksial udløb (< 0,02 mm typisk for mellemhastighedsmotorer) og radial udløb for sammenkoblede dele. Geometrisk dimensionering og tolerance (GD&T) forklaringer såsom cylindricitet, koaksialitet og vinkelrethed hjælper med at sikre funktion under monteringsforhold.
Ubalancerede aksler forårsager vibrationer, lejeoverbelastning og støj. Efter bearbejdning og montage udføres statisk og dynamisk afbalancering. Bestem den første kritiske hastighed ved hjælp af modeller for rotorinerti og akselstivhed — sørg for, at driftshastigheder undgår resonans, eller påfør dæmpning/akselafstivning. For rotorer tæt på kritiske hastigheder, brug ISO-balancegrader til at indstille tilladt resterende ubalance.
Akselfejl opstår normalt som følge af udmattelsesrevner (nær skuldre, kilespor), skævjusteringer, der forårsager overbelastning af lejer, korrosionsgruber eller for stort slid på tappene. Tidlig detektering via vibrationsanalyse, olieanalyse og visuel inspektion øger reparationsmulighederne. Afhængigt af skadens omfang omfatter reparationer svejsning og genslibning (kun med kompatibel metallurgi og eftervarmebehandling), slidte tapps eller komplet udskiftning af aksel, når der er udmattelsesrevner.
Nedenfor er en kompakt tabel, du kan tilpasse til indkøb eller ingeniørtegninger. Den viser typiske akselfunktioner og anbefalede mål for en mellemstærk industrimotor.
| Feature | Typisk værdi / Spec | Noter |
| Material | AISI 1045 / 4140 | Vælg 4140 til højtrætheds- eller varmebehandlede sager |
| Journal færdig | Ra 0,2-0,8 µm | Slibepolering anbefales |
| Tolerance | Ø H7 / journal | Angiv GD&T for koaksialitet |
| Runout | < 0,02 mm aksial | Mål ved tætnings- og koblingsflader |
At følge disse praktiske retningslinjer vil forbedre motorens pålidelighed, lette vedligeholdelsen og reducere uventet nedetid på grund af akselrelaterede fejl. Når du er i tvivl, prioriter inspektion (NDT), konservative pasformer og gennemprøvede materialer til højcyklus eller sikkerhedskritiske applikationer.
Fenglan er Producent af elektriske præcisionsdele i Kina, Producenter af præcisionsdele til biler og Leverandører af industrielle præcisionsdele. Din pålidelige partner inden for fremstilling af dele og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatliv
Privatliv



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17