2026-05-08
2026-05-08 Fremstilling af drivaksel er processen med at designe, forme, bearbejde, samle og teste de roterende mekaniske komponenter, der overfører drejningsmoment og rotationskraft fra en motor eller motor til hjul, aksler eller andre drevne komponenter. En drivaksel - også kaldet en propelaksel, kardanaksel eller drivaksel afhængigt af applikationen - skal samtidigt håndtere høje torsionsbelastninger, modstå bøjning under dynamiske kræfter, operere med præcise balancetolerancer og overleve år med cyklisk træthedsbelastning uden fejl. At få den rigtige fremstillingsprocessen er derfor ikke kun et spørgsmål om at skære metal til form; det kræver en stramt kontrolleret sekvens af materialevalg, formningsoperationer, præcisionsbearbejdning, varmebehandling, overfladebehandling, montering og streng kvalitetskontrol.
Drivaksler bruges på tværs af en enorm række af applikationer - personbiler, kommercielle lastbiler, landbrugsmaskiner, industrielle gearkasser, marine fremdriftssystemer, rumfartsaktiveringssystemer og vindmøller er alle afhængige af fremstillede drivaksler af varierende størrelser, materialer og ydeevnekrav. Mens de specifikke processer varierer efter anvendelse, er de grundlæggende produktionsudfordringer konsekvente: opnåelse af den nødvendige dimensionelle nøjagtighed, mekanisk styrke, vridningsstivhed og rotationsbalance inden for omkostnings- og produktionshastighedsmål.
Denne artikel gennemgår den komplette drivakselproduktionsproces - fra valg af råmateriale til den endelige inspektion - og dækker både fremstilling af drivaksel til biler og industriel akselproduktion med praktiske detaljer om udstyr, processer, tolerancer og kvalitetskontrol involveret i hvert trin.
Det valgte materiale til en drivaksel bestemmer dens styrke, vægt, udmattelseslevetid, bearbejdelighed og pris. Drivakselproducenter vælger fra flere materialekategorier afhængigt af drejningsmomentkrav, driftshastighed, vægtmål og produktionsvolumen for applikationen.
Kulstof- og legeret stål er fortsat det dominerende materiale til fremstilling af drivaksel på tværs af bil-, lastbil- og industriapplikationer. Mellem kulstofstål såsom SAE 1045 er meget udbredt til massive aksler i applikationer med lavere drejningsmoment på grund af deres gode kombination af styrke, sejhed og bearbejdelighed til relativt lave omkostninger. Til anvendelser med højere drejningsmoment eller udmattelseskritiske anvendelser er legeret stål som SAE 4140 (krom-molybdænstål) og SAE 4340 (nikkel-krom-molybdænstål) specificeret. Disse kvaliteter udvikler betydeligt højere udbytte- og trækstyrke efter varmebehandling - 4140 opnår typisk 650-1.000 MPa flydespænding afhængigt af varmebehandling, mens 4340 kan nå 1.400 MPa eller højere i krævende rumfarts- og racingapplikationer. Case-hærdende stål såsom SAE 8620 bruges, når der er behov for en hård, slidstærk overflade kombineret med en sej kerne, som i splinede drivaksler, der skal modstå gnidninger og slid ved notgrænsefladen.
De fleste drivaksler til biler og lastbiler bruger hule stålrør i stedet for massive stænger. Et hult rør giver næsten samme vridningsstivhed og styrke som et massivt skaft med samme ydre diameter, men med en brøkdel af vægten, fordi vridningsspændingen er højest ved den ydre overflade, og det centrale materiale bidrager kun lidt til vridningsmodstanden. Sømløse koldtrukne stålrør (typisk 1026 eller 1020 DOM — trukket over dorn) er standarden for fremstilling af drivakselrør til biler. Rørets vægtykkelse, ydre diameter og stålkvalitet er valgt gennem torsions- og bøjningsspændingsberegninger for at opfylde køretøjets drejningsmoment og kritiske hastighedskrav.
Aluminiums drivaksler - primært fremstillet af 6061-T6 eller 7075-T6 legeringsrør - giver en vægtreduktion på 60-65% sammenlignet med tilsvarende stålaksler. Denne vægtbesparelse forbedrer køretøjets brændstoføkonomi, reducerer roterende inerti (forbedrer accelerationsrespons) og sænker NVH (støj, vibrationer, hårdhed) ved at hæve akslens kritiske hastighed. Fremstilling af drivaksel i aluminium er almindelig i præstationskøretøjer, lette lastbiler og racerløb. Den største fremstillingsudfordring med aluminium er at opnå pålidelig montering af åg eller endestykker - aluminiums lavere styrke kræver omhyggeligt samlingsdesign, ofte ved hjælp af friktionssvejsning eller pres-fit-og-bolt fastgørelsesmetoder frem for konventionel buesvejsning.
Kulfiberforstærket polymer (CFRP) drivaksler tilbyder den højeste specifikke stivhed og laveste vægt af ethvert drivakselmateriale, hvilket gør dem til det foretrukne valg i højtydende bil-, motorsport- og rumfartsapplikationer, hvor vægt og rotationsdynamik er altafgørende. Fremstilling af CFRP-drivaksler bruger filamentvikling - en proces, hvor kulfibertow imprægneret med epoxyharpiks vikles over en dorn i præcise vinkler for at udvikle den nødvendige vridnings- og bøjningsstivhed - efterfulgt af hærdning i en autoklave eller ovn. Metalendebeslag er limet og mekanisk fastgjort til kompositrøret. Kulfiberaksler kan opnå kritiske hastigheder 2-3 gange højere end tilsvarende stålaksler, hvilket gør det muligt for enkeltdelte drivaksler at erstatte todelte stålsamlinger i længere applikationer.
En komplet fremstillingsproces for drivaksel involverer flere sekventielle operationer. Hvert trin bygger på det foregående, og kvalitetskontrol på mellemliggende stadier er afgørende for at undgå sammensatte fejl, der påvirker det endelige produkts ydeevne.
Råmaterialet ankommer til producenten af drivakslen som skåret i længden, sømløst rør eller oprullet rør afhængigt af produktionsmetoden. Koldsavskæring eller slibende skæreskiver skærer materialet til ujævn længde med et lille bearbejdningstillæg. Afskårne ender afgrates for at fjerne skarpe kanter, der kan beskadige nedstrøms værktøj eller skabe spændingskoncentrationer. For hule rørskafter verificeres rørets rethed på dette stadium - rør med overdreven bue afvises eller rettes ud før videre bearbejdning, fordi rørets rethed direkte påvirker den endelige akseludløb og balance.
Endefittings af en drivaksel - åg, flanger og aksler - fremstilles typisk separat ved varmsmedning eller koldsmedning, før de fastgøres til røret. Varmsmedning opvarmer stålemnet til 1.100–1.250°C og former det under høje pressekræfter i et matricesæt. Varmsmedning producerer dele med fremragende kornflow tilpasset delens geometri, hvilket resulterer i højere udmattelsesstyrke end bearbejdede-fra-bar-alternativer. De smedede emner trimmes derefter, skubblæses for at fjerne belægninger og føres videre til bearbejdningsoperationer. Til højvolumen bilproduktion er koldsmedning af mindre endefittings også almindelig - koldsmedning giver snævrere dimensionstolerancer og bedre overfladefinish direkte fra smedjen, hvilket reducerer efterfølgende bearbejdningskrav.
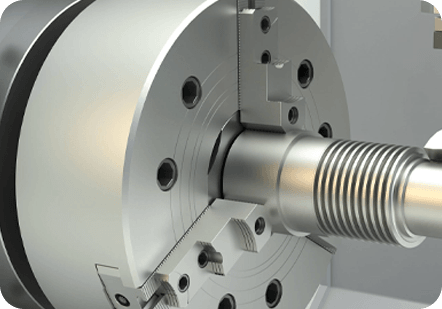
Præcisionsdrejningsoperationer etablerer de kritiske diametre, lejetapoverflader og skuldertræk på drivakslen. CNC-drejecentre bearbejder akslen mellem centrene (ved hjælp af centerhuller, der er slebet ind i begge ender) for at opretholde koncentriciteten på tværs af alle drejede diametre. Lejetap-tolerancer er typisk h6- eller k6-pasninger - der kræver diametral nøjagtighed inden for 10-20 mikrometer - opnået gennem færdigdrejning efterfulgt af cylindrisk slibning. Splinede sektioner fremstilles ved hobbing, broaching eller CNC-fræsning afhængigt af splinegeometrien og volumen. Eksterne noter på drivaksler til biler er oftest koldvalsede i stedet for skåret - koldvalsning forskyder metal udad for at danne splinetænderne, hvilket producerer en arbejdshærdet overflade med kompressive restspændinger, der væsentligt forbedrer udmattelseslevetiden sammenlignet med bearbejdede splines.
For stål drivaksler er rør og ende åg eller flanger forbundet ved svejsning - oftest friktionssvejsning (roterende eller lineær) eller MIG/MAG svejsning. Friktionssvejsning er den foretrukne metode i højvolumen produktion af drivaksel til biler, fordi den producerer konsekvent højkvalitets, fuldt konsoliderede svejsninger uden fyldmetal, porøsitet eller problemer med varmepåvirket zone (HAZ) forbundet med fusionssvejsning. I friktionssvejseprocessen roterer den ene komponent med høj hastighed, mens den anden holdes stationær og presses aksialt mod den; Friktionsvarme blødgør grænsefladematerialet, og når rotationen stopper, konsoliderer en aksial smedekraft samlingen. Friktionssvejsede drivakselsamlinger opnår 90-100% af grundmetallets styrke og kan fremstilles ved cyklustider på 15-30 sekunder pr. led. For aksler til industri- og erhvervskøretøjer med mindre volumen er MIG-svejsning med passende forvarmnings- og eftersvejsningsinspektion standardsammenføjningsmetoden.
Varmebehandling efter bearbejdning og svejsning udvikler de nødvendige mekaniske egenskaber i akselmaterialet. Gennemhærdning (hærdning og hærdning) af aksler af legeret stål bringer materialet til den specificerede hårdhed og trækstyrke - typisk 28-35 HRC for generelle industrielle aksler og 38-48 HRC for højtydende applikationer. Induktionshærdning bruges i vid udstrækning til selektiv hærdning af lejetapper, splines og andre slidflader på akslen uden at hærde hele komponenten. Induktionsprocessen opvarmer en lokaliseret zone meget hurtigt ved hjælp af elektromagnetisk induktion, efterfulgt af øjeblikkelig bratkøling, hvilket producerer et hårdt martensitisk overfladelag (typisk 1-3 mm dybt) med en sej uhærdet kerne. Induktionshærdede overflader når typisk 55-62 HRC og har gavnlige kompressive restspændinger, der øger træthedsmodstanden. Efter hærdning afhjælper anløbning ved lav temperatur ved 150-200°C bratkølingsspændinger uden at reducere hårdheden væsentligt.
Varmebehandling og svejsning indfører uvægerligt en vis forvrængning i akslen. Udretning udføres på en presseudretningsmaskine eller et CNC-styret udretningssystem, der måler akseludløbet på flere punkter og anvender kontrollerede bøjningskræfter for at bringe skaftet inden for den specificerede rethedstolerance - typisk 0,2-0,5 mm total indikatorløb (TIR) over den fulde aksellængde til automotive applikationer som TIR5 mm aksler, og som 05 mm aksler. Retning skal udføres omhyggeligt for at undgå overbelastning af akslen eller indføring af resterende spændinger, der forårsager genbøjning under drift.
Cylindrisk slibning af lejetapper og tætningsflader bringer dimensioner til endelig tolerance og opnår den nødvendige overfladefinish. Lejetapper på præcisionsindustriaksler slibes typisk til Ra 0,4-0,8 µm og holdes til rundhed inden for 5 mikrometer. Centerløs slibning bruges til gennemhærdede stifter og mindre akseldiametre, hvor slibning mellem centre er upraktisk. Nogle applikationer kræver superfinishing (slibning eller lapning af lejetapper til Ra under 0,1 µm) for at minimere lejefriktion og slid. Surface shot pening påføres i udmattelseskritiske områder - især ved filetradier, splineudløb og svejsetæer - for at introducere gavnlige kompressionsrestspændinger, der forlænger udmattelseslevetiden med 20-50 % sammenlignet med ikke-pudede overflader.

Dynamisk balancering er en af de vigtigste operationer inden for fremstilling af drivaksel og en af de hyppigst misforståede. Enhver roterende aksel har masse fordelt omkring sin rotationsakse, og hvis denne massefordeling ikke er perfekt symmetrisk, genererer akslen centrifugalkræfter, mens den roterer, der producerer vibrationer, støj, lejebelastninger og i sidste ende træthedsskader i drivlinjen. Jo højere driftshastighed, jo mere kritisk bliver balancen - selv små ubalancemasser skaber store centrifugalkræfter ved høje omdrejninger pr. minut.
Drivaksler er afbalanceret på dynamiske balanceringsmaskiner, der drejer akslen og måler vibrationskræfterne, der genereres i to korrektionsplaner samtidigt. Maskinen beregner størrelsen og vinkelpositionen af ubalancen i hvert plan og viser den nødvendige korrektion. Korrektion udføres ved at tilføje balancevægte (typisk små klemmer eller svejsede slugs), bore eller fræse materiale fra tunge pletter eller tilføje korrektionsler til indledende opsætningsforsøg. Automotive drivaksler er typisk afbalanceret til ISO 1940 Grade G6.3 eller bedre, hvilket betyder, at den resterende specifikke ubalance er mindre end 6,3 gram-millimeter pr. kilogram akselmasse pr. korrektionsplan. Højhastigheds- eller præcisionsaksler er afbalanceret til G2.5 eller G1.0. Efter afbalancering roteres akslen igen for at verificere, at den resterende ubalance er inden for specifikationen, før den går videre til den endelige inspektion.
Drivakselproducenter anvender en lagdelt kvalitetsinspektionsstrategi, der kombinerer tjek i processen på hvert produktionstrin med endelig inspektion af den færdige samling. Tabellen nedenfor opsummerer de vigtigste inspektionsmetoder, der bruges til fremstilling af drivaksel, og hvad hver enkelt verificerer:
| Inspektionsmetode | Hvad det tjekker | Stage anvendt |
| CMM Dimensional Inspection | Alle kritiske diametre, længder, GD&T-funktioner | Efterbearbejdning, endelig |
| Runout-måling (TIR) | Skaftets rethed og koncentricitet | Efterretning, endelig |
| Hårdhedstestning (Rockwell) | Overflade- og kernehårdhed efter varmebehandling | Eftervarmebehandling |
| Magnetisk partikelinspektion (MPI) | Overflade- og overfladenære revner, svejsefejl | Eftersvejsning, efterslibning, endelig |
| Ultralydstest (UT) | Interne defekter, svejseintegritet, materialefejl | Eftersvejsning, kritiske applikationer |
| Dynamisk balancetest | Resterende ubalance i to korrektionsplaner | Eftermontering, endelig |
| Torsionstræthedstest | Aksellevetid under cyklisk momentbelastning | Udvikling, periodisk produktionsrevision |
| Måling af overfladeruhed | Ra og Rz af lejetapper og tætningsflader | Efterslibning, endelig |
| Spline Profil Inspektion | Splinetandprofil, bly-, stignings- og pasformsklasse | Post-spline operation, endelig |
Mens kernefremstillingsprocesserne er ens på tværs af applikationer, varierer drivakselproduktionen betydeligt i detaljer afhængigt af industrien og de specifikke ydelseskrav, der er involveret.
Fremstilling af drivaksel til personbiler og lette lastbiler er kendetegnet ved høj volumen, stram omkostningskontrol og strenge OEM-kvalitetsstandarder. Produktionslinjer til automotive kardanaksler bruger typisk automatiseret friktionssvejsning af smedede åg til DOM-stålrør, CNC-balanceringsmaskiner integreret i linjen og 100 % end-of-line-test, inklusive dimensionskontrol, svejseintegritetskontrol og dynamisk balancebekræftelse. Konstant hastighed (CV) samlinger til forhjulsdrevne akselaksler involverer præcisionsslibning af kuglebaner, kontrolleret varmebehandling af de indre og ydre løbebaner og renrumssamling for at forhindre forurening af det fedtfyldte led. Automotive drivakselproducenter skal overholde IATF 16949 kvalitetsstyringsstandarder og indsende PPAP'er (Production Part Approval Processes) til OEM-kunder før produktionsstart.
Industriel produktion af drivaksel til gearkasser, pumper, kompressorer og tunge maskiner involverer typisk lavere volumener, større akselstørrelser og tungere sektionstykkelser end bilarbejde. Aksler er ofte bearbejdet af massivt stangmateriale i stedet for rør, og bearbejdningsoperationerne involverer kraftige skrubbearbejdningsskær efterfulgt af halvfinish og færdigdrejning, slibning og kilebrætning eller fræsning. Større industrielle aksler normaliseres eller udglødes før bearbejdning for at aflaste smednings- eller rullespændinger, hvorefter de bratkøles og hærdes til de endelige egenskaber. Ikke-destruktiv testdækning er typisk mere omfattende på industrielle aksler - 100 % ultralydsinspektion af råmateriale og magnetisk partikelinspektion af færdige overflader er almindeligt til kritiske applikationer såsom gearkasseudgangsaksler i vindmøller eller marine fremdriftssystemer.
Fremstilling af drivaksel til rumfart – til helikopterhalerotorer, flytilbehørsdrev og aktiveringssystemer – kræver den højeste præcision, materialesporbarhed og procesdokumentation af enhver drivakselanvendelse. Materialer er typisk 4340M (VAR — vacuum arc remelted) stål, titanlegering (Ti-6Al-4V) eller CFRP. Hvert materialeparti kan spores til dets smeltecertificering og mekaniske testregistreringer. Alle bearbejdnings-, varmebehandlings- og overfladebehandlingsoperationer udføres til kontrollerede, kvalificerede processer med fuld optegnelse opbevaret i flyets levetid. NDT-inspektion omfatter fluorescerende penetrantinspektion (FPI) af alle overflader, ultralydsinspektion af smedegods og dimensionel verifikation på CMM'er med kalibrering, der kan spores til nationale standarder. Færdige rumfartsaksler gennemgår bevist drejningsmomenttest før accept, og flyvekritiske aksler kan kræve spintest ved driftshastighed for at verificere den strukturelle integritet.
At forstå de hyppigste fejltilstande i drivakselproduktionen hjælper producenterne med at implementere målrettede forebyggende foranstaltninger ved de rigtige procestrin.
En disciplineret fremstillingsproces for drivaksler - med klare processtyringer, måling i processen og endelig verifikationstest - er det, der adskiller drivaksler, der stille og roligt leverer hundredtusindvis af kilometers pålidelig service, fra dem, der genererer garantiretur, NVH-klager og fejl i marken. Investering i proceskapacitet på hvert produktionstrin er altid mere omkostningseffektivt end at opdage defekter ved den endelige inspektion eller endnu værre, i marken.
Fenglan er Producent af elektriske præcisionsdele i Kina, Producenter af præcisionsdele til biler og Leverandører af industrielle præcisionsdele. Din pålidelige partner inden for fremstilling af dele og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Privatliv
Privatliv



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17